
Wielowypusty służą przede wszystkim do przenoszenia momentu obrotowego pomiędzy wałem a piastą. W przeciwieństwie do klasycznego połączenia wpustowego obciążenie może być przekazywane przez wiele zębów rozmieszczonych na obwodzie. Pozwala to uzyskać zwartą konstrukcję, dobre prowadzenie współpracujących elementów oraz możliwość wykonania połączenia stałego albo przesuwnego osiowo.
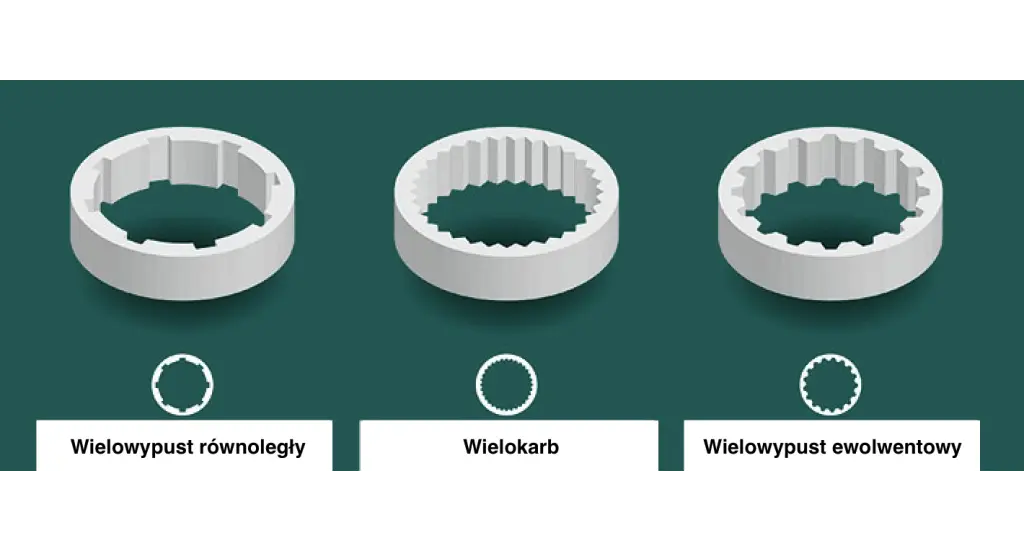
Pod wspólnym określeniem „wielowypust” występuje jednak wiele różnych profili. Wielowypust ewolwentowy według DIN 5480 nie jest tym samym rozwiązaniem co wielowypust o bokach równoległych według DIN ISO 14 ani wielokarb według DIN 5481. Różnią się one geometrią zębów, sposobem centrowania, tolerancjami, zasadami oznaczania, metodami produkcji i kontrolą.
W tym poradniku wyjaśniamy:
- czym różnią się wielowypusty, wielokarby i wielokliny,
- jak prawidłowo klasyfikować profile,
- czym różni się wielowypust ewolwentowy od równoległego,
- dlaczego wielowypust równoległy może mieć płaski albo zaokrąglony wierzchołek zęba,
- jak czytać oznaczenia DIN 5480,
- jak interpretować DIN 9611, DIN 5481, DIN 5482, ISO 4156 i DIN ISO 14,
- jak wykonuje się wielowypusty wewnętrzne i zewnętrzne,
- czym różni się dłutowanie Fellowsa od dłutowania kształtowego,
- kiedy wybrać przeciąganie, Power Skiving, hobbing albo frezowanie kształtowe,
- jak kontrolować gotowy profil.
Spis treści
- Co to jest wielowypust?
- Jak klasyfikuje się wielowypusty?
- Wielowypust, wielokarb i wieloklin – różnice
- Wielowypust a połączenie wpustowe
- Wielowypusty ewolwentowe
- Wielowypusty o bokach równoległych
- Wielokarby i serracje
- Profile specjalne
- Połączenia stałe i przesuwne osiowo
- Sposoby centrowania wielowypustów
- Jak czytać oznaczenie wielowypustu?
- Najważniejsze normy wielowypustów
- Jak dobrać rodzaj profilu?
- Metody produkcji wielowypustów
- Dłutowanie Fellowsa a dłutowanie kształtowe
- Jak wykonać wielowypust zewnętrzny?
- Jak wykonać wielowypust wewnętrzny?
- Jak dobrać metodę obróbki do wielkości serii?
- Obróbka cieplna i wykańczająca
- Kontrola wielowypustów
- Najczęstsze problemy i uszkodzenia
- Dane potrzebne do wykonania narzędzia lub sprawdzianu
- Oferta Tradensa
- Najczęściej zadawane pytania
1. Co to jest wielowypust?
Połączenie wielowypustowe składa się z dwóch współpracujących elementów:
- wału z wielowypustem zewnętrznym,
- piasty, tulei lub otworu z wielowypustem wewnętrznym.
Na obwodzie obu elementów wykonane są wzajemnie dopasowane zęby i wręby. Moment obrotowy przenoszony jest przez boczne powierzchnie zębów, nazywane flankami.
W zależności od konstrukcji połączenie może:
- pozostawać nieruchome w kierunku osiowym,
- umożliwiać osiowe przesuwanie wału albo piasty,
- centrować elementy na flankach,
- centrować je na średnicy wewnętrznej lub zewnętrznej,
- pracować z określonym luzem obwodowym,
- pracować jako połączenie przejściowe albo wciskowe,
- przenosić moment w jednym lub obu kierunkach.
| Pojęcie | Znaczenie |
| Wielowypust zewnętrzny | Profil wykonany na wałku lub czopie |
| Wielowypust wewnętrzny | Profil wykonany w piaście, tulei albo otworze |
| Ząb | Wystająca część profilu |
| Wrąb | Przestrzeń pomiędzy sąsiednimi zębami |
| Flanka | Boczna powierzchnia zęba przenosząca obciążenie |
| Wierzchołek zęba | Zewnętrzna część zęba, nazywana również głową |
| Dno wrębu | Najniższa powierzchnia pomiędzy zębami, nazywana również stopą |
| Długość współpracy | Osiowa długość styku wału i piasty |
| Luz obwodowy | Różnica umożliwiająca montaż i względny ruch flank |
Mimo podobieństwa geometrycznego wielowypust nie jest klasycznym kołem zębatym. Wał i piasta obracają się wspólnie wokół jednej osi, zamiast zazębiać się jako dwa koła o różnych osiach obrotu.
2. Jak klasyfikuje się wielowypusty?
Wielowypustów nie należy dzielić wyłącznie na ewolwentowe, równoległe i wielokarbowe. To tylko jeden z możliwych sposobów klasyfikacji — według zarysu boków zęba.
Ten sam profil może być jednocześnie:
- ewolwentowy,
- zewnętrzny,
- prosty,
- przesuwny osiowo,
- centrowany na flankach,
- wykonany metodą obwiedniową.
| Kryterium klasyfikacji | Podstawowe warianty |
| Zarys boków zębów | ewolwentowy, prosty/równoległy, wielokarbowy, specjalny |
| Położenie profilu | wewnętrzny, zewnętrzny |
| Kierunek linii zęba | prosty, śrubowy |
| Funkcja połączenia | stałe, przesuwne osiowo |
| Sposób centrowania | na flankach, średnicy wewnętrznej, średnicy zewnętrznej |
| System wymiarowy | metryczny, calowy |
| Rodzaj pasowania | luźne, przesuwne, przejściowe, wciskowe |
| Metoda wykonania | obwiedniowa, kształtowa, przeciągana, walcowana, szlifowana |
Takie uporządkowanie jest ważne, ponieważ określenia „zewnętrzny”, „przesuwny” i „ewolwentowy” nie wykluczają się, lecz opisują różne cechy tego samego wielowypustu.
3. Wielowypust, wielokarb i wieloklin – czy oznaczają to samo?
Nazwy te są w praktyce warsztatowej i handlowej używane niejednoznacznie. Dlatego samo określenie słowne nie powinno być podstawą do wykonania części, narzędzia ani sprawdzianu.
Wielowypust
Wielowypust jest najszerszym określeniem połączenia wał–piasta, w którym na obwodzie znajduje się wiele współpracujących zębów lub wypustów.
Do tej grupy zalicza się między innymi:
- wielowypusty ewolwentowe,
- wielowypusty o bokach równoległych,
- wielokarby,
- serracje,
- profile specjalne.
Wielokarb
Wielokarb, określany po angielsku jako serration albo serration spline, jest profilem z wieloma stosunkowo drobnymi zębami. O zakwalifikowaniu profilu jako wielokarbu nie decyduje jednak wyłącznie liczba zębów.
Istotne są również:
- kształt boków,
- kąt profilu,
- podziałka,
- wysokość zęba,
- sposób pasowania,
- norma lub dokumentacja producenta.
Wieloklin
„Wieloklin” jest określeniem często spotykanym w języku warsztatowym, handlowym i w starszej dokumentacji. Może oznaczać wielowypust prostokątny, wielokarb albo ogólnie połączenie z wieloma wypustami.
Z technicznego punktu widzenia zapis:
wieloklin 20 mm
nie jest wystarczający do wykonania części. Potrzebne są co najmniej:
- liczba zębów lub wypustów,
- geometria boków i wierzchołków,
- średnice,
- szerokość zęba,
- tolerancje,
- sposób centrowania,
- numer normy albo kompletny rysunek.
4. Wielowypust a połączenie wpustowe
Zarówno wpust, jak i wielowypust służą do przenoszenia momentu obrotowego pomiędzy wałem a piastą. Różnią się jednak liczbą powierzchni przenoszących obciążenie i sposobem prowadzenia elementów.
| Cecha | Połączenie wpustowe | Połączenie wielowypustowe |
| Liczba powierzchni przenoszących moment | Najczęściej jeden wpust | Wiele zębów na obwodzie |
| Rozłożenie obciążenia | Skupione lokalnie | Rozłożone na wielu flankach |
| Centrowanie | Zwykle przez powierzchnie walcowe wału i piasty | Przez flanki albo średnice profilu |
| Ruch osiowy | Możliwy w wybranych konstrukcjach | Często celowo projektowany |
| Pozycjonowanie kątowe | Ograniczone | Zależne od liczby zębów |
| Koszt wykonania | Zwykle niższy | Zwykle wyższy |
| Typowe zastosowania | Proste połączenia maszynowe | Przekładnie, napędy, hydraulika, motoryzacja |
Wielowypust nie jest automatycznie lepszym rozwiązaniem. Przy małej serii, niewielkim momencie i prostych wymaganiach montażowych pojedynczy wpust może być znacznie bardziej ekonomiczny.
5. Wielowypusty ewolwentowe
W wielowypuście ewolwentowym boczne powierzchnie zębów mają zarys ewolwentowy. Profil przypomina uzębienie walcowego koła zębatego, jednak wał i piasta pozostają współosiowe.
Najważniejsze cechy wielowypustów ewolwentowych to:
- możliwość centrowania na flankach,
- rozbudowane systemy tolerancji i pasowań,
- korzystny rozkład obciążenia,
- możliwość wykonywania metodami obwiedniowymi,
- dostępność profili wewnętrznych i zewnętrznych,
- możliwość wykonania połączenia stałego albo przesuwnego,
- możliwość kontroli sprawdzianami funkcjonalnymi i pomiarami uzębień.
Wielowypust prosty i śrubowy
W wielowypuście prostym linia zęba jest równoległa do osi wału. Jest to podstawowa odmiana stosowana w większości typowych połączeń wał–piasta.
W wielowypuście śrubowym linia zęba jest nachylona względem osi. Profil taki może być stosowany w specjalnych aplikacjach, ale wymaga:
- odpowiednio zaprojektowanego narzędzia,
- właściwej kinematyki obrabiarki,
- kontroli kąta pochylenia i linii zęba,
- uwzględnienia możliwych sił osiowych.
ISO 4156 dotyczy wyłącznie prostych, nieśrubowych cylindrycznych wielowypustów ewolwentowych o module metrycznym i pasowaniu na flankach. Nie należy więc traktować tej normy jako ogólnego standardu dla każdego profilu ewolwentowego.
Kształt dna wrębu
W profilach ewolwentowych może występować między innymi:
- płaskie dno wrębu,
- pełne zaokrąglenie dna,
- promień wynikający z geometrii narzędzia,
- dodatkowy luz kształtu.
Kształt dna ma znaczenie dla:
- koncentracji naprężeń,
- wytrzymałości u podstawy zęba,
- geometrii freza, dłutaka lub przeciągacza,
- możliwości obróbki po hartowaniu,
- kontroli średnic i profilu.
Nie należy mylić kształtu dna wrębu z kształtem wierzchołka zęba.
Najważniejsze normy
Do podstawowych systemów wielowypustów ewolwentowych należą:
- DIN 5480,
- ISO 4156,
- ANSI B92.1,
- ANSI B92.2M,
- wycofana, lecz nadal spotykana DIN 5482,
- wybrane normy francuskie i branżowe.
Aktualna DIN 5480-1:2026-05 opisuje wielowypusty ewolwentowe oparte na średnicy odniesienia, z podstawowym kątem przyporu 30° i zasadniczym centrowaniem na flankach. DIN 5480-2:2025-10 zawiera wymiary nominalne i kontrolne.
Typowe zastosowania
Wielowypusty ewolwentowe występują między innymi w:
- przekładniach,
- skrzyniach biegów,
- wałach napędowych,
- sprzęgłach,
- pompach hydraulicznych,
- przekładniach lotniczych,
- układach kierowniczych,
- maszynach roboczych,
- napędach przemysłowych.
6. Wielowypusty o bokach prostych i równoległych

W wielowypuście o bokach prostych powierzchnie robocze zębów nie mają zarysu ewolwentowego. Boki są proste i najczęściej równoległe względem siebie w przekroju poprzecznym.
Określenie „równoległy” opisuje jednak przede wszystkim boczne powierzchnie zęba. Nie oznacza, że cały ząb musi mieć idealnie prostokątny kształt.
Płaski albo zaokrąglony wierzchołek zęba
Wielowypust równoległy może występować w dwóch podstawowych odmianach kształtu głowy, czyli wierzchołka zęba.
Płaski wierzchołek
Głowa zęba jest prosta i płaska. W przekroju pojedynczy ząb przypomina występ powstały pomiędzy kilkoma równoległymi rowkami wpustowymi.
Taki profil jest często potocznie określany jako:
- prostokątny,
- rowkowy,
- wpustowy,
- równoległy.
Zaokrąglony wierzchołek
Głowa zęba może być również zaokrąglona albo łukowa. Boki nadal pozostają proste i równoległe, ale przechodzą w zaokrąglony wierzchołek.
Jest to istotne rozróżnienie, ponieważ zmienia:
- przekrój zęba,
- geometrię narzędzia,
- kształt przeciągacza lub noża,
- konstrukcję sprawdzianu,
- sposób pomiaru średnic,
- warunki montażu z piastą.
W dokumentacji należy zatem rozróżnić:
- prosty bok zęba,
- kształt głowy zęba,
- kształt dna wrębu,
- promienie przejściowe.
Samo określenie „wielowypust równoległy” nie mówi, czy wierzchołek zęba ma być płaski, czy zaokrąglony. Musi to wynikać z normy lub rysunku.
Kształt dna wrębu
Dno wrębu wielowypustu równoległego również może być:
- płaskie,
- zaokrąglone,
- wykonane z promieniem technologicznym,
- poszerzone pod późniejsze szlifowanie.
Promień w dnie ogranicza koncentrację naprężeń, ale musi być zgodny z promieniem lub fazą współpracującego elementu.
Centrowanie
W zależności od konkretnego systemu wielowypust równoległy może być centrowany:
- na średnicy wewnętrznej,
- na średnicy zewnętrznej,
- na bokach zębów.
DIN ISO 14 opisuje proste wielowypusty cylindryczne z centrowaniem na średnicy wewnętrznej. Norma ta zastąpiła wcześniejsze DIN 5461, DIN 5462 i DIN 5463.
Nie oznacza to jednak, że każdy wielowypust o bokach prostych spotykany na starszym rysunku można automatycznie przeliczyć na DIN ISO 14. Konstrukcja historyczna może mieć:
- inne średnice,
- inny kształt głowy zęba,
- inne luzy,
- inne pasowanie,
- inny sposób centrowania.
Typowe zastosowania
Wielowypusty o bokach równoległych występują między innymi w:
- starszych obrabiarkach,
- maszynach rolniczych,
- wałach odbioru mocy,
- przekładniach,
- maszynach budowlanych,
- napędach przemysłowych,
- częściach zamiennych,
- urządzeniach hydraulicznych.
Typowe metody produkcji
Wielowypusty wewnętrzne o bokach równoległych wykonuje się najczęściej przez:
- przeciąganie,
- przepychanie,
- dłutowanie kształtowe,
- dłutowanie na tokarce lub centrum CNC,
- elektrodrążenie w wykonaniach specjalnych.
Profile zewnętrzne mogą być wykonywane przez:
- frezowanie kształtowe,
- dłutowanie kształtowe,
- walcowanie,
- szlifowanie,
- frezowanie obwiedniowe.
7. Wielokarby i serracje

Wielokarb jest profilem wał–piasta z wieloma drobnymi zębami, nazywanym w dokumentacji anglojęzycznej serration albo serration spline.
Nie każdy profil z dużą liczbą zębów jest jednak wielokarbem. O klasyfikacji decydują:
- geometria boków,
- kąt profilu,
- podziałka,
- wysokość zęba,
- sposób pasowania,
- norma lub dokumentacja zakładowa.
DIN 5481 jest aktualną niemiecką normą dotyczącą serracji i wielokarbów. Obowiązująca opublikowana wersja pochodzi z 2019 roku.
Funkcje wielokarbu
Wielokarb może:
- przenosić moment obrotowy,
- ustalać położenie kątowe,
- pracować jako połączenie zaciskowe,
- pracować jako połączenie wciskowe,
- umożliwiać wybór wielu pozycji montażowych,
- stabilizować krótkie połączenie wał–piasta.
Nie należy więc definiować wielokarbu wyłącznie jako profilu do małego obciążenia.
Typowe zastosowania
- ramiona i dźwignie,
- elementy układów kierowniczych,
- pedały i mechanizmy regulacyjne,
- krótkie połączenia zaciskowe,
- elementy motoryzacyjne,
- mechanizmy wymagające regulacji kątowej,
- części maszyn o ograniczonej średnicy.
Metody wykonania
Wielokarby wewnętrzne wykonuje się między innymi przez:
- przeciąganie,
- przepychanie,
- dłutowanie kształtowe,
- dłutowanie na CNC,
- elektrodrążenie.
Wielokarby zewnętrzne mogą być:
- frezowane kształtowo,
- walcowane,
- dłutowane,
- szlifowane,
- frezowane obwiedniowo.
8. Profile specjalne
Do profili specjalnych zalicza się między innymi:
- profile asymetryczne,
- nietypowe kąty boków,
- zęby z zaokrąglonym wierzchołkiem,
- profile trapezowe,
- wielokarby zakładowe,
- profile stosowane przez jednego producenta maszyny,
- połączenia historyczne,
- wielowypusty z brakującym zębem,
- profile z wymaganym luzem albo modyfikacją,
- niestandardowe połączenia wał–piasta.
Przy profilu specjalnym podstawą wykonania powinien być kompletny rysunek lub jednoznaczna tabela geometrii.
Zużyty detal może być pomocny przy odtwarzaniu, ale nie powinien być jedynym źródłem danych. Zużycie mogło zmienić:
- grubość zębów,
- szerokość wrębów,
- średnice,
- promienie,
- kąt boków,
- pierwotne pasowanie.
Porównanie podstawowych rodzajów profili
| Cecha | Ewolwentowy | Równoległy | Wielokarb |
| Zarys boków | Ewolwentowy | Prosty, równoległy | Prosty, skośny lub specjalny |
| Kształt wierzchołka | Wynikający z profilu normowego | Płaski albo zaokrąglony | Zależny od normy |
| Typowe normy | DIN 5480, ISO 4156, ANSI B92.1 | DIN ISO 14, SAE J499, historyczne DIN | DIN 5481, dokumentacje branżowe |
| Centrowanie | Najczęściej na flankach | Na średnicy lub bokach | Zależne od konstrukcji |
| Typowa funkcja | Precyzyjne przenoszenie momentu | Proste połączenia maszynowe | Pozycjonowanie, zacisk, przenoszenie momentu |
| Metody zewnętrzne | Frezowanie obwiedniowe, dłutowanie Fellowsa, Power Skiving, walcowanie | Frezowanie kształtowe, dłutowanie Fellowsa, frezowanie obwiedniowe | Frezowanie kształtowe, frezowanie obwiedniowe, walcowanie, dłutowanie |
| Metody wewnętrzne | Przeciąganie, przepychanie, dłutowanie Fellowsa, dłutowanie kształtowe, Power Skiving | Przeciąganie, przepychanie, dłutowanie kształtowe, dłutowanie Fellowsa | Przeciąganie, przepychanie, dłutowanie kształtowe, dłutowanie Fellowsa |
9. Połączenia stałe i przesuwne osiowo
Połączenie stałe
Po zmontowaniu wał i piasta nie przemieszczają się względem siebie osiowo podczas normalnej pracy.
Przykładowe zastosowania:
- koła zębate,
- sprzęgła,
- wirniki,
- koła pasowe,
- elementy przekładni,
- części demontowane tylko podczas serwisu.
Połączenie przesuwne
Piasta może przesuwać się osiowo po wale, jednocześnie przenosząc moment.
Stosuje się je między innymi w:
- wałach teleskopowych,
- sprzęgłach przesuwnych,
- mechanizmach zmiany przełożenia,
- przekładniach,
- układach kompensujących zmianę długości.
Połączenie przesuwne może przenosić wysoki moment, ale wymaga prawidłowego doboru:
- luzu,
- jakości flank,
- długości współpracy,
- smarowania,
- prostoliniowości,
- współosiowości,
- twardości powierzchni.
10. Sposoby centrowania wielowypustów

Centrowanie na średnicy zewnętrznej (1a), na flankach zębów (1b) oraz na średnicy wewnętrznej (1c).
Centrowanie na flankach
Współosiowość wału i piasty wynika ze współpracy bocznych powierzchni zębów.
Rozwiązanie to jest typowe dla wielowypustów ewolwentowych według DIN 5480. Aktualna norma przyjmuje centrowanie flankowe jako zasadę podstawową, a centrowanie średnicowe jako wyjątek.
Centrowanie na średnicy wewnętrznej
Współosiowość wyznacza mniejsza średnica wału i odpowiadająca jej powierzchnia w piaście.
Taki sposób centrowania jest podstawą DIN ISO 14.
Centrowanie na średnicy zewnętrznej
Współosiowość wyznaczana jest przez większą średnicę profilu. Flanki przenoszą moment, lecz nie odpowiadają bezpośrednio za położenie osi.
Rozwiązanie to może występować w:
- starszych konstrukcjach,
- specjalnych profilach równoległych,
- wybranych systemach branżowych.
Dlaczego sposób centrowania jest ważny?
Wpływa bezpośrednio na:
- pasowanie,
- tolerancje średnic,
- tolerancje flank,
- konstrukcję narzędzia,
- operacje wykańczające,
- sposób kontroli,
- budowę sprawdzianu.
11. Jak czytać oznaczenie wielowypustu?
Oznaczenia należy interpretować wyłącznie w połączeniu z numerem normy. Identyczny zestaw liczb może oznaczać inne parametry w dwóch różnych systemach.
Przykład DIN 5480
W 62 × 2,5 × 23 × 8f DIN 5480
Oznaczenie dotyczy wielowypustu zewnętrznego:
- W – wał, czyli profil zewnętrzny,
- 62 – średnica odniesienia,
- 2,5 – moduł,
- 23 – liczba zębów,
- 8f – klasa tolerancji wału,
- DIN 5480 – zastosowany system normowy.
Dla wielowypustu wewnętrznego stosuje się oznaczenie rozpoczynające się od litery N.
Przykład profilu równoległego
Oznaczenie:
8 × 32 × 36
może określać:
- 8 wypustów,
- średnicę wewnętrzną 32 mm,
- średnicę zewnętrzną 36 mm.
Nie jest to jednak uniwersalna reguła dla każdej normy. W zależności od systemu oznaczenie może zawierać również:
- szerokość zęba,
- serię lekką lub ciężką,
- rodzaj pasowania,
- tolerancję,
- sposób centrowania.
Dlatego należy zawsze podać normę albo rysunek.
12. Najważniejsze normy wielowypustów
| Norma | Zakres | Status i najważniejsza uwaga |
| DIN 5480 | Ewolwentowe profile oparte na średnicy odniesienia | Aktualne części 1 i 2 z lat 2026 i 2025 |
| ISO 4156 | Proste cylindryczne profile ewolwentowe, moduł metryczny, pasowanie na bokach zębów (side fit) | Części 1–3, wydanie 2021, potwierdzone w 2026 |
| ANSI B92.1 | Proste calowe wielowypusty ewolwentowe | Popularna norma amerykańska |
| ANSI B92.2M | Metryczne wielowypusty ewolwentowe | Amerykański system metryczny |
| DIN ISO 14 / ISO 14 | Wielowypusty o prostych bokach i centrowaniu wewnętrznym | Norma aktualna; zastąpiła DIN 5461–5463 |
| DIN 5481 | Wielokarby i serracje | Aktualne wydanie 2019 |
| DIN 5482 | Profile ewolwentowe | Norma wycofana, nadal spotykana na rysunkach |
| DIN 9611 | Tylne wały odbioru mocy ciągników | Norma wycofana, związana z dawną ISO 500 |
| ISO 500-3 | Wymiary i profile wałów odbioru mocy | Aktualna norma dla PTO |
| SAE J499 | Wielowypusty równoległe do miękkich otworów przeciąganych | Ustabilizowana i technicznie przestarzała dla nowych konstrukcji |
| ISO 6413 | Przedstawianie profili na rysunkach | Nie jest normą wymiarową profilu |
| AGMA 945 | Projektowanie i zastosowanie wielowypustów | Dokument informacyjny dotyczący geometrii, produkcji i uszkodzeń |
DIN 5480
DIN 5480 obejmuje wielowypusty ewolwentowe oparte na średnicy odniesienia.
Aktualne wydania:
- DIN 5480-1:2026-05 – podstawy,
- DIN 5480-2:2025-10 – wymiary nominalne i kontrolne.
Norma przyjmuje podstawowy kąt przyporu 30°, centrowanie na flankach oraz system tolerancji uwzględniający wpływ odchyłek efektywnych na luz współpracujących części.
ISO 4156
Seria ISO 4156 dotyczy prostych, cylindrycznych wielowypustów ewolwentowych o module metrycznym i pasowaniu na bokach.
Składa się z:
- ISO 4156-1:2021 – podstawy,
- ISO 4156-2:2021 – wymiary,
- ISO 4156-3:2021 – kontrola.
- Wszystkie trzy części zostały potwierdzone jako aktualne w 2026 roku.
ANSI B92.1
ANSI B92.1 obejmuje proste, calowe wielowypusty ewolwentowe oraz zasady ich kontroli. Norma zawiera między innymi zalecane podziałki, tolerancje grubości zęba i szerokości wrębu oraz wpływ błędów produkcyjnych na pasowanie.
DIN ISO 14 i ISO 14
ISO 14 oraz identyczna DIN ISO 14 dotyczą prostych wielowypustów cylindrycznych z centrowaniem na średnicy wewnętrznej.
DIN ISO 14 zastąpiła:
- DIN 5461,
- DIN 5462,
- DIN 5463.
- Norma ISO 14:1982 pozostaje aktualna i została ponownie potwierdzona w 2026 roku.
DIN 5481
DIN 5481 dotyczy wielokarbów i serracji. Aktualne opublikowane wydanie to DIN 5481:2019-04.
DIN 5482
DIN 5482 dotyczyła profili ewolwentowych wewnętrznych i zewnętrznych. Norma jest wycofana, lecz nadal pojawia się na:
- starszych rysunkach,
- częściach zamiennych,
- dokumentacji maszyn,
- narzędziach istniejących w zakładach.
Nie należy automatycznie zamieniać profilu DIN 5482 na DIN 5480. Są to dwa różne systemy.
DIN 9611 – wielowypusty wałów odbioru mocy
DIN 9611:1994-06 dotyczyła tylnych wałów odbioru mocy ciągników rolniczych i była zmodyfikowanym przyjęciem ISO 500:1991.
Norma jest obecnie wycofana, ale nadal często występuje w:
- dokumentacji ciągników,
- wałach WOM/PTO,
- narzędziach do frezowania wałów odbioru mocy,
- rysunkach części zamiennych.
DIN 9611 nie określa jednego uniwersalnego oznaczenia wielowypustu dla wszystkich wałów odbioru mocy. Norma obejmowała różne typy tylnych wałów PTO, dlatego przy zamawianiu narzędzia oprócz numeru normy należy podać typ wału oraz komplet wymiarów profilu. Aktualnym odniesieniem dla głównych wymiarów i wymiarów wielowypustów PTO typów 1–4 jest ISO 500-3:2014.
SAE J499
SAE J499 dotyczy profili o bokach równoległych przeznaczonych między innymi do miękkich, przeciąganych otworów.
SAE określa ten dokument jako technicznie przestarzały dla projektowania nowych aplikacji. Pozostaje on jednak istotny przy produkcji części do istniejących konstrukcji.
ISO 6413
ISO 6413:2018 określa zasady pełnego i uproszczonego przedstawiania wielowypustów i serracji na rysunkach technicznych. Nie definiuje wymiarów ani tolerancji profilu.
Ważne: przy wykonywaniu części zamiennej według starszej dokumentacji nie należy automatycznie zastępować starej normy aktualną. Zmiana systemu może spowodować brak zgodności z istniejącym wałem, piastą, narzędziem lub sprawdzianem.
13. Jak dobrać rodzaj wielowypustu?
Podczas projektowania należy uwzględnić:
- wymagany moment obrotowy,
- obciążenie stałe, zmienne lub udarowe,
- kierunek przenoszenia momentu,
- możliwość osiowego przesuwu,
- średnicę wału,
- długość współpracy,
- dopuszczalny luz,
- wymagane centrowanie,
- materiał wału i piasty,
- twardość powierzchni,
- smarowanie,
- częstotliwość montażu,
- wielkość serii,
- koszt narzędzia,
- dostępną maszynę,
- sposób kontroli.
Kiedy wybrać profil ewolwentowy?
Gdy istotne są:
- centrowanie na flankach,
- dokładne pasowanie,
- znormalizowany system tolerancji,
- możliwość obróbki obwiedniowej,
- kontrola profilu i podziałki,
- produkcja na nowoczesnych maszynach CNC.
Kiedy wybrać profil równoległy?
Gdy:
- wymagana jest zgodność z istniejącą konstrukcją,
- część będzie przeciągana albo przepychana,
- stosowany jest standard maszynowy lub rolniczy,
- profil jest prosty i dobrze zdefiniowany,
- dostępne są istniejące narzędzia i sprawdziany.
Kiedy wybrać wielokarb?
Gdy istotne są:
- duża liczba pozycji kątowych,
- krótka długość współpracy,
- połączenie zaciskowe lub wciskowe,
- kompaktowa średnica,
- dokładne pozycjonowanie ramienia względem wału.
14. Metody produkcji wielowypustów
| Metoda | Wewnętrzne | Zewnętrzne | Profile specjalne | Otwór nieprzelotowy | Typowa seria |
| Frezowanie obwiedniowe | Nie w typowej konfiguracji | Tak | Tak, po weryfikacji | Nie | mała–masowa |
| Frezowanie kształtowe | Ograniczone, zależnie od dostępu narzędzia | Tak | Tak | Zależnie od dostępu | jednostkowa–mała |
| Dłutowanie Fellowsa | Tak | Tak | Tak, po weryfikacji | Tak, z odpowiednim wybiegiem | mała–seryjna |
| Dłutowanie kształtowe | Tak | Tak | Tak | Tak | jednostkowa–mała |
| Dłutowanie oprawką napędzaną na tokarce CNC | Tak | Tak | Tak | Tak | jednostkowa–średnia |
| Power Skiving | Tak | Tak | Po analizie | Zależnie od wybiegu | średnia–masowa |
| Przeciąganie | Tak | Specjalne procesy | Tak, narzędzie dedykowane | Nie | seryjna–masowa |
| Przepychanie | Tak | Rzadko | Tak | Nie | mała–seryjna |
| Walcowanie | Nie | Tak | Ograniczone | Nie | masowa |
| Szlifowanie | Tak, na specjalnych maszynach | Tak | Tak | Zależnie od maszyny | jednostkowa–seryjna |
| Elektrodrążenie | Tak | Tak | Tak | Tak | prototyp–jednostkowa |
Wybór metody zależy również od:
- dostępu narzędzia,
- długości profilu,
- średnicy,
- wielkości zęba,
- wymaganej dokładności,
- materiału i twardości,
- wymaganej wydajności,
- dostępnego wybiegu,
- kosztu oprzyrządowania.
15. Dłutowanie Fellowsa a dłutowanie kształtowe
Obie metody wykorzystują ruch posuwisto-zwrotny narzędzia, ale profil powstaje w zupełnie inny sposób.
| Cecha | Dłutowanie Fellowsa | Dłutowanie kształtowe |
| Zasada tworzenia profilu | Obwiedniowa | Bezpośrednie odwzorowanie kształtu |
| Narzędzie | Dłutak przypominający koło zębate | Nóż, płytka lub narzędzie monolityczne |
| Ruch obrotowy detalu | Zsynchronizowany z dłutakiem | Indeksowanie pomiędzy wrębami |
| Obróbka wrębów | Profil powstaje stopniowo na całym obwodzie | Najczęściej jeden wrąb po drugim |
| Typowe profile | Ewolwentowe i zdefiniowane obwiedniowo | Równoległe, wielokarby, rowki i profile specjalne |
| Elastyczność | Duża | Bardzo duża |
| Wydajność | Średnia | Zwykle niższa |
| Małe serie | Dobra | Bardzo dobra |
Dłutowanie Fellowsa
Dłutak Fellowsa przypomina koło zębate. Narzędzie i detal wykonują zsynchronizowany ruch obrotowy, a zarys powstaje metodą obwiedniową.
Proces stosuje się do:
- wielowypustów ewolwentowych,
- uzębień wewnętrznych,
- uzębień zewnętrznych,
- profili blisko kołnierza,
- części o ograniczonym wybiegu freza ślimakowego.
Więcej informacji:
- Dłutowanie kół zębatych i wielowypustów – poradnik
- Dłutaki Fellowsa i noże Fellowsa
- Dłutownice Fellowsa CNC
Dłutowanie kształtowe
Dłutowanie kształtowe polega na bezpośrednim odwzorowaniu zarysu wrębu przez nóż albo płytkę.
Po wykonaniu jednego wrębu detal lub narzędzie zostaje przestawione o odpowiedni kąt, a następnie wykonywany jest kolejny wrąb.
Metoda jest szczególnie przydatna do:
- wielowypustów równoległych,
- wielokarbów,
- serracji,
- profili trapezowych,
- profili asymetrycznych,
- otworów nieprzelotowych,
- jednostkowej produkcji części zamiennych,
- profili specjalnych według rysunku.
Zalety dłutowania kształtowego
- niższy koszt narzędzia niż pełnego przeciągacza,
- możliwość obróbki profilu specjalnego,
- możliwość wykonania otworu nieprzelotowego,
- możliwość pracy na dłutownicy, tokarce lub centrum CNC,
- duża elastyczność przy małej serii,
- brak konieczności zakupu dedykowanej przeciągarki.
Ograniczenia
- każdy wrąb wykonywany jest oddzielnie,
- czas cyklu rośnie wraz z liczbą zębów,
- dokładność podziałki zależy od indeksowania,
- długie narzędzie może się uginać,
- szeroki profil może wymagać kilku przejść,
- zużycie płytki bezpośrednio wpływa na geometrię wrębu.
Dłutowanie statyczne i dynamiczne na CNC
Dłutowanie kształtowe może być realizowane:
- statycznie przez ruch osi obrabiarki,
- dynamicznie za pomocą oprawki napędzanej,
- na tradycyjnej dłutownicy,
- na tokarce CNC,
- na centrum obróbkowym.
Więcej informacji:
- Dłutowanie na tokarce CNC – metoda statyczna i dynamiczna
- Metody produkcji rowków wpustowych i wielowypustów równoległych
16. Jak wykonuje się wielowypusty zewnętrzne?
Frezowanie obwiedniowe
Frezowanie obwiedniowe frezem ślimakowym jest jedną z podstawowych metod produkcji zewnętrznych wielowypustów ewolwentowych.
Zalety:
- wysoka wydajność,
- dobra powtarzalność,
- możliwość automatyzacji,
- zastosowanie do długich wałów,
- jeden frez może obsługiwać różne liczby zębów w ramach odpowiedniego systemu profilu.
Powiązane materiały:
Frezowanie kształtowe
Frez krążkowy albo palcowy odwzorowuje kształt wrębu. Każdy wrąb wykonywany jest oddzielnie.
Metoda jest korzystna przy:
- małych seriach,
- profilach specjalnych,
- wielowypustach równoległych,
- remontach,
- braku dedykowanej maszyny obwiedniowej.
Powiązane materiały:
Dłutowanie Fellowsa
Stosowane szczególnie wtedy, gdy:
- profil znajduje się blisko kołnierza,
- frez ślimakowy nie ma odpowiedniego wybiegu,
- detal ma geometrię utrudniającą hobbing,
- potrzebna jest większa elastyczność procesu.
Power Skiving
Power Skiving wykorzystuje zsynchronizowany obrót narzędzia i detalu przy skrzyżowanych osiach.
Może zapewnić:
- krótki czas cyklu,
- ciągły przebieg skrawania,
- obróbkę blisko kołnierza,
- wykonanie profili wewnętrznych i zewnętrznych,
- integrację procesu na nowoczesnej obrabiarce CNC.
Powiązane materiały:
Walcowanie
Walcowanie jest metodą bezwiórową, podczas której profil powstaje przez plastyczne odkształcenie materiału.
Największe korzyści:
- bardzo wysoka wydajność,
- brak wiórów,
- korzystny przebieg włókien materiału,
- dobra powierzchnia,
- duża powtarzalność.
Najczęściej jest uzasadnione przy produkcji masowej.
Szlifowanie
Szlifowanie stosuje się:
- po obróbce cieplnej,
- przy dużych wymaganiach dokładnościowych,
- do korekcji deformacji po hartowaniu,
- w celu uzyskania małej chropowatości flank.
17. Jak wykonuje się wielowypusty wewnętrzne?
Przeciąganie
Przeciągacz posiada wiele kolejnych zębów, z których każdy usuwa część naddatku. Cały profil może zostać wykonany podczas jednego przejścia.
Zalety:
- bardzo krótki czas cyklu,
- wysoka powtarzalność,
- możliwość wykonania całego profilu jednocześnie,
- niski koszt jednostkowy w dużej serii.
Ograniczenia:
- wysoki koszt narzędzia,
- niewielka elastyczność po zmianie geometrii,
- konieczność wykonania otworu wstępnego,
- najczęściej wymagany otwór przelotowy,
- potrzeba odpowiedniej przeciągarki.
Powiązane strony:
Przepychanie
Przepychacz jest wciskany przez detal i pracuje pod obciążeniem ściskającym.
Metoda stosowana jest przy:
- krótszych profilach,
- odpowiednio sztywnym narzędziu,
- mniejszych maszynach,
- wybranych wielowypustach równoległych i wielokarbach.
Dłutowanie Fellowsa
Dobra metoda dla:
- małych i średnich serii,
- profili ewolwentowych,
- wielu wariantów części,
- otworów o zróżnicowanych średnicach,
- zastosowań wymagających elastyczności.
Power Skiving
Power Skiving jest obecnie jedną z najważniejszych metod wydajnej produkcji wielowypustów wewnętrznych.
Jest korzystny, gdy:
- seria jest średnia lub duża,
- przeciągacz byłby bardzo drogi,
- występuje wiele wariantów części,
- wymagany jest krótki czas cyklu,
- detal może być obrabiany w jednym zamocowaniu.
Proces wymaga jednak sztywnej maszyny, dokładnej synchronizacji osi i właściwie zaprojektowanego narzędzia.
Dłutowanie kształtowe
Bardzo dobre rozwiązanie do:
- profili równoległych,
- wielokarbów,
- części zamiennych,
- małych serii,
- otworów nieprzelotowych,
- profili specjalnych.
Elektrodrążenie
Stosowane najczęściej przy:
- bardzo małej serii,
- twardym materiale,
- profilu specjalnym,
- braku możliwości zastosowania klasycznego narzędzia,
- wymaganiu wykonania otworu nieprzelotowego.
Jest elastyczne, ale zwykle znacznie mniej wydajne od przeciągania albo Power Skivingu.
18. Jak dobrać technologię produkcji?
| Zastosowanie | Najczęściej rozważane metody |
| Duża seria identycznych profili wewnętrznych | przeciąganie, Power Skiving |
| Mała seria profili wewnętrznych | dłutowanie Fellowsa, dłutowanie kształtowe, dłutowanie CNC |
| Długi profil zewnętrzny | frezowanie obwiedniowe |
| Profil zewnętrzny blisko kołnierza | Power Skiving, Fellows, frezowanie kształtowe |
| Wielowypust równoległy wewnętrzny | przeciąganie, przepychanie, dłutowanie kształtowe |
| Wielokarb wewnętrzny | przeciąganie, przepychanie, dłutowanie |
| Profil specjalny w pojedynczych sztukach | dłutowanie kształtowe, frezowanie kształtowe, EDM |
| Produkcja masowa profilu zewnętrznego | frezowanie obwiedniowe, walcowanie |
| Profil po hartowaniu | szlifowanie; w wybranych zastosowaniach także Power Skiving na twardo po analizie technologicznej |
Tabela ma charakter orientacyjny. Ostateczny wybór zależy od:
- wymiarów profilu,
- dostępu narzędzia,
- wybiegu,
- wymaganej klasy dokładności,
- materiału,
- twardości,
- maszyny,
- liczby produkowanych części.
19. Obróbka cieplna i wykańczająca
W zależności od zastosowania wielowypust może być:
- nawęglany,
- hartowany indukcyjnie,
- hartowany objętościowo,
- azotowany,
- ulepszany cieplnie,
- szlifowany po hartowaniu.
Po obróbce cieplnej mogą wystąpić:
- zmiana grubości zębów,
- owalizacja,
- zmiana średnic,
- błąd linii zęba,
- utrata współosiowości,
- problemy z przejściem sprawdzianu GO.
Dlatego kolejność operacji oraz naddatek na obróbkę wykańczającą należy ustalić już podczas projektowania procesu.
20. Jak kontroluje się wielowypusty?
Sprawdziany przechodnie GO i nieprzechodnie NOGO
Do szybkiej kontroli stosuje się:
- sprawdziany trzpieniowe do profili wewnętrznych,
- sprawdziany pierścieniowe do profili zewnętrznych,
- pełnoprofilowe sprawdziany przechodnie GO,
- sektorowe sprawdziany nieprzechodnie NOGO.
Sprawdzian odpowiada na pytanie, czy detal mieści się w określonych granicach. Nie wskazuje jednak liczbowej wartości konkretnego błędu.
Powiązane strony:
- Sprawdziany do wielowypustów GO/NOGO
- Jak kontrolować wielowypusty? Sprawdziany GO/NOGO i metody pomiaru
Pomiar przez kulki lub wałeczki
Pozwala określać wymiar związany z rzeczywistą grubością zęba albo szerokością wrębu.
Wymaga:
- odpowiedniej średnicy elementów pomiarowych,
- właściwego wzoru,
- jednoznacznej normy,
- stabilnej temperatury,
- prawidłowego ustawienia przyrządu.
Pełny pomiar geometrii
Specjalistyczna maszyna pomiarowa może określać:
- odchyłkę profilu,
- odchyłkę linii zęba,
- błędy podziałki,
- bicie,
- kąt przyporu,
- kąt pochylenia,
- wymiary przez wałeczki,
- relację profilu do pozostałych baz detalu.
Powiązana strona:
21. Najczęstsze problemy wielowypustów
Nadmierny luz
Może wynikać z:
- zbyt małej grubości zębów wału,
- zbyt dużej szerokości wrębów piasty,
- zużycia flank,
- niewłaściwych tolerancji,
- zużytego narzędzia,
- połączenia dwóch niezgodnych norm.
Brak montowalności
Przyczyną może być:
- nadmiar materiału,
- błąd podziałki,
- nieprawidłowy profil,
- deformacja po hartowaniu,
- zadzior,
- błąd kąta przyporu,
- niewłaściwy wierzchołek zęba,
- niezgodność promienia dna wrębu,
- niewspółosiowość.
Nierównomierny kontakt flank
Może wynikać z:
- błędu osiowości,
- ugięcia wału,
- błędu linii zęba,
- deformacji cieplnej,
- niewłaściwego mocowania detalu.
Fretting i korozja cierna
Zużycie cierne typu fretting powstaje wskutek bardzo małych, powtarzalnych mikroruchów pomiędzy mocno dociśniętymi flankami wielowypustu. Mikropoślizgi uszkadzają warstwę powierzchniową i powodują odrywanie drobnych cząstek materiału. Jeżeli produkty zużycia ulegają utlenieniu, zjawisko określa się jako korozję cierną. Fretting może prowadzić do wytarcia flank, zwiększenia luzu, powstawania wżerów oraz inicjacji pęknięć zmęczeniowych.
Ryzyko zwiększają:
- niewspółosiowość,
- drgania,
- zmienny moment,
- brak smarowania,
- kontakt krawędziowy.
Pękanie zębów
Może być skutkiem:
- przeciążenia,
- koncentracji naprężeń,
- zbyt małego promienia u podstawy,
- niewłaściwej obróbki cieplnej,
- zbyt krótkiej długości współpracy,
- nierównomiernego obciążenia zębów.
22. Jakie dane są potrzebne do wykonania narzędzia?
| Informacja | Co należy podać |
| Rodzaj profilu | wewnętrzny albo zewnętrzny |
| Zarys | ewolwentowy, równoległy, wielokarb lub specjalny |
| Norma | numer i wydanie |
| Liczba zębów | z |
| Wielkość profilu | moduł, DP albo parametry profilu prostego |
| Kąt przyporu | jeżeli dotyczy |
| Wierzchołek zęba | płaski, zaokrąglony albo zgodny z normą |
| Dno wrębu | płaskie, zaokrąglone, promień |
| Tolerancja | pełna klasa i odchyłki |
| Centrowanie | flankowe, na średnicy wewnętrznej albo zewnętrznej |
| Długość profilu | całkowita i robocza |
| Materiał | gatunek i twardość |
| Wielkość serii | jednostkowa, seryjna lub masowa |
| Maszyna | producent, model, mocowanie |
| Kontrola | sprawdziany kontrolne GO/NOGO, pomiar liczbowy, pełny raport |
Przy narzędziu należy dodatkowo określić:
- otwór przelotowy albo nieprzelotowy,
- dostępny wybieg,
- odległość profilu od kołnierza,
- sposób mocowania detalu,
- rodzaj chłodzenia,
- oczekiwany czas cyklu.
Prześlij rysunek wielowypustu. Dobierzemy technologię, narzędzie oraz metodę kontroli.
23. Narzędzia i maszyny do wielowypustów – oferta Tradensa
Frezy ślimakowe i frezarki obwiedniowe
Do wydajnej produkcji zewnętrznych profili ewolwentowych:
Dłutaki Fellowsa i dłutownice
Do uzębień wewnętrznych i zewnętrznych:
Narzędzia i maszyny do Power Skiving
Do wysokowydajnej produkcji profili wewnętrznych i zewnętrznych:
Przeciągacze, przepychacze i przeciągarki
Do seryjnego wykonywania profili wewnętrznych:
Sprawdziany kontrolne i maszyny pomiarowe
24. Najczęściej zadawane pytania
Czym różni się wielowypust od wielokarbu?
Wielowypust jest szerszym pojęciem. Wielokarb jest konkretną grupą drobnozębnych profili, często stosowanych do pozycjonowania, połączeń zaciskowych i krótkich połączeń wał–piasta.
Czy wieloklin oznacza to samo co wielowypust?
W języku warsztatowym określenia bywają stosowane zamiennie. Do wykonania części konieczna jest jednak norma albo pełny rysunek.
Czy wielowypust równoległy zawsze ma prostokątne zęby?
Nie. Boki zębów są proste i równoległe, ale wierzchołek zęba może być płaski albo zaokrąglony. Kształt musi wynikać z normy lub dokumentacji.
Czy wierzchołek zęba jest tym samym co promień dna?
Nie. Wierzchołek jest głową zęba, a promień dna znajduje się pomiędzy sąsiednimi zębami. Są to dwie niezależne cechy profilu.
Co oznacza DIN 5480?
Jest to niemiecki system ewolwentowych wielowypustów opartych na średnicy odniesienia, z podstawowym kątem przyporu 30° i centrowaniem flankowym.
Jak czytać W 62 × 2,5 × 23 × 8f?
W oznacza wał, 62 średnicę odniesienia, 2,5 moduł, 23 liczbę zębów, a 8f klasę tolerancji zewnętrznego wielowypustu.
Co oznacza litera N?
N oznacza wielowypust wewnętrzny, czyli profil piasty lub otworu.
Czym różni się DIN 5480 od ISO 4156?
Oba systemy dotyczą profili ewolwentowych, ale posiadają własne zasady oznaczania, wymiarowania i tolerowania. Nie należy łączyć parametrów obu norm.
Czy DIN 5463 jest aktualna?
DIN 5463 została zastąpiona przez DIN ISO 14. Nadal może jednak występować na starszych rysunkach.
Czy DIN 5482 jest aktualna?
Nie. DIN 5482 jest wycofana, ale nadal spotykana w dokumentacji istniejących maszyn i części.
Czego dotyczy DIN 9611?
DIN 9611 dotyczyła tylnych wałów odbioru mocy ciągników rolniczych. Norma jest wycofana. W aktualnych projektach PTO należy analizować serię ISO 500, w szczególności ISO 500-3.
Czy DIN 9611 oznacza zawsze wielowypust równoległy?
Nie. W dokumentacjach PTO mogą występować różne formy profili. Należy podać konkretny typ lub formę oraz pełne wymiary.
Czy wielowypust wewnętrzny można frezować?
Nie wykonuje się go typowym hobbingiem frezem ślimakowym jak wielowypustu zewnętrznego. Może być jednak obrabiany metodą Power Skiving, dłutowaniem kształtowym oraz wybranymi procesami na centrach CNC.
Czym różni się dłutowanie Fellowsa od kształtowego?
Fellows jest procesem obwiedniowym z synchronizowanym obrotem narzędzia i detalu. Przy dłutowaniu kształtowym nóż bezpośrednio odwzorowuje jeden wrąb, a detal jest następnie indeksowany.
Kiedy opłaca się przeciąganie?
Gdy produkowana jest duża liczba identycznych części i krótki czas cyklu rekompensuje koszt dedykowanego narzędzia.
Kiedy wybrać Power Skiving?
Przy produkcji średnio- i wielkoseryjnej, szczególnie gdy potrzebna jest wysoka wydajność i większa elastyczność niż w przeciąganiu.
Jak kontroluje się wielowypust?
Do szybkiej kontroli stosuje się sprawdziany GO/NOGO. Pełny pomiar obejmuje profil, podziałkę, linię zęba i bicie na specjalistycznej maszynie pomiarowej.
Potrzebujesz narzędzia, maszyny lub sprawdzianu?
Prześlij rysunek części albo tabelę profilu. Na podstawie geometrii, wielkości serii i dostępnego parku maszynowego dobierzemy:
- metodę produkcji,
- frez ślimakowy lub kształtowy,
- dłutak Fellowsa,
- narzędzie do Power Skivingu,
- narzędzie do dłutowania kształtowego,
- przeciągacz lub przepychacz,
- odpowiednią obrabiarkę,
- sprawdziany kontrolne GO/NOGO,
- system pełnego pomiaru.
Powiązana wiedza
Kontrola wielowypustów
Sprawdziany GO/NOGO, wymiary actual i effective, pomiar przez wałeczki oraz pełna analiza geometrii:
Power Skiving
Zasada procesu, zastosowania, ograniczenia i dobór technologii:
Dłutowanie Fellowsa
Obróbka obwiedniowa profili wewnętrznych i zewnętrznych:
Dłutowanie kół zębatych i wielowypustów
Dłutowanie kształtowe na CNC
Obróbka rowków, wielowypustów równoległych i profili specjalnych:
Frezowanie obwiedniowe
Produkcja zewnętrznych wielowypustów frezem ślimakowym:
Frezowanie obwiedniowe kół zębatych i wielowypustów
Przeciąganie i przepychanie
Budowa narzędzi i zastosowanie w produkcji profili wewnętrznych:
Przeciągacze i przepychacze w procesie przeciągania
Źródła:
- DIN 5480-1 – wielowypusty ewolwentowe, podstawy,
- DIN 5480-2 – wymiary nominalne i kontrolne,
- DIN 5481 – wielokarby i serracje,
- DIN ISO 14 / ISO 14 – wielowypusty o bokach prostych,
- DIN 9611 – tylne wały PTO, norma wycofana,
- ISO 4156-1, ISO 4156-2 i ISO 4156-3,
- ISO 500-3 – wymiary i profile wałów PTO,
- ISO 6413 – przedstawianie wielowypustów na rysunkach.
- https://www.researchgate.net/publication/322487272_Projektowanie_polaczenia_wielowypustowego_z_wykorzystaniem_generatora_programu_Inventor
- https://engineeringproductdesign.com/knowledge-base/splines-serrations/


