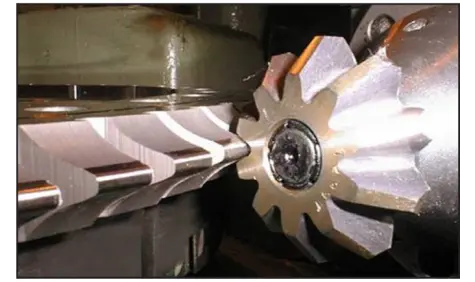
Frezowanie obwiedniowe jest jedną z najbardziej wydajnych metod wykonywania zewnętrznych uzębień walcowych. Stosuje się je do produkcji kół zębatych o zębach prostych i skośnych, wałów uzębionych, wielowypustów, wielokarbów, ślimacznic, kół łańcuchowych, kół pasowych zębatych oraz wielu profili specjalnych.
Proces ma charakter generujący. Zarys zęba nie jest odwzorowywany bezpośrednio przez pojedyncze ostrze, lecz powstaje jako obwiednia kolejnych położeń krawędzi skrawających. Frez ślimakowy i obrabiany detal wykonują zsynchronizowany ruch obrotowy, odpowiadający kinematyce współpracy ślimaka z kołem zębatym. Jednocześnie narzędzie przemieszcza się wzdłuż szerokości wieńca, stopniowo wykonując wszystkie wręby uzębienia.
Frezowanie obwiedniowe nie jest jednak procesem, który można zoptymalizować przez samo zwiększanie prędkości lub posuwu. Na czas cyklu, trwałość freza i dokładność uzębienia wpływają równocześnie:
- geometria detalu,
- materiał i twardość obrabianej części,
- profil i dokładność freza,
- średnica i długość części roboczej,
- liczba zwojów,
- liczba rowków wiórowych,
- prędkość skrawania,
- posuw osiowy,
- głębokość frezowania,
- kierunek obróbki,
- strategia shiftingu,
- bicie freza i detalu,
- sztywność mocowania,
- dokładność i dynamika frezarki,
- sposób usuwania wiórów,
- wymagania kolejnej operacji technologicznej.
Najlepszy wynik uzyskuje się wtedy, gdy detal, narzędzie, mocowanie, obrabiarka i parametry są projektowane jako jeden układ technologiczny.
Na czym polega frezowanie obwiedniowe?
Geometrycznym punktem wyjścia freza ślimakowego jest ślimak. Po wykonaniu rowków wiórowych powstają kolejne zęby i krawędzie skrawające. Powierzchnie przyłożenia są zataczane albo szlifowane zataczająco, dzięki czemu frez może być wielokrotnie ostrzony przy zachowaniu zaprojektowanego profilu.
Podczas obróbki realizowane są równocześnie cztery podstawowe ruchy:
- obrót freza ślimakowego,
- zsynchronizowany obrót detalu,
- posuw osiowy wzdłuż szerokości uzębienia,
- dosuw promieniowy do wymaganej głębokości.
Na nowoczesnych frezarkach obwiedniowych CNC synchronizacja wrzeciona freza i stołu odbywa się elektronicznie. Umożliwia to programowanie uzębień prostych i skośnych bez mechanicznych przekładni zmianowych, automatyczne wykonywanie ruchu shift oraz łatwiejsze wprowadzanie korekcji procesu.
Zależność między prędkością freza i detalu
Prędkość obrotowa detalu wynika z liczby jego zębów i liczby zwojów freza:
n₂ = n₀ × z₀ / z₂
gdzie:
n₂ – prędkość obrotowa detalu,
n₀ – prędkość obrotowa freza,
z₀ – liczba zwojów freza,
z₂ – liczba zębów obrabianego koła.
Dla freza jednozwojnego jeden pełny obrót narzędzia odpowiada obrotowi detalu o jedną podziałkę. Frez dwu- lub wielozwojny powoduje odpowiednio większy ruch podziałowy detalu podczas jednego obrotu narzędzia.
Błędne wprowadzenie liczby zębów, liczby zwojów albo kierunku zwoju prowadzi do niewłaściwej synchronizacji i wykonania nieprawidłowego uzębienia.
Dlaczego zarys zęba powstaje jako obwiednia?
W frezowaniu kształtowym profil ostrza odpowiada wykonywanemu wrębowi. W procesie obwiedniowym zarys ewolwentowy powstaje natomiast z kolejnych chwilowych położeń wielu ostrzy.
Dzięki temu jednym frezem można wykonywać koła o różnej liczbie zębów, jeżeli zgodne są podstawowe parametry profilu:
- moduł lub podziałka,
- kąt przyporu,
- profil odniesienia,
- wymagany luz wierzchołkowy,
- promień stopy,
- naddatek na późniejszą obróbkę,
- sposób przygotowania głowy i stopy zęba.
Nie oznacza to jednak pełnej uniwersalności narzędzia. Profil protuberancyjny, modyfikacja głowy zęba, topping i semi-topping zależą również od liczby zębów, przesunięcia zarysu i końcowej geometrii detalu. Ten sam frez może więc prawidłowo generować podstawową ewolwentę dla kilku kół, ale nie musi tworzyć identycznych modyfikacji na każdym z nich.
Co można wykonywać frezem ślimakowym?
Frezowanie obwiedniowe stosuje się przede wszystkim do:
- zewnętrznych kół zębatych o zębach prostych,
- zewnętrznych kół zębatych o zębach skośnych,
- wałów uzębionych,
- wielowypustów ewolwentowych,
- wielowypustów równoległych,
- wielokarbów,
- ślimacznic,
- kół łańcuchowych,
- kół pasowych zębatych,
- profili specjalnych,
- uzębień z protuberancją,
- uzębień topping i semi-topping.
Typowe uzębienia wewnętrzne wykonuje się innymi metodami. W takich zastosowaniach wykorzystuje się między innymi dłutownice Fellowsa CNC, przeciąganie albo power skiving. Dłutowanie jest szczególnie przydatne przy uzębieniach wewnętrznych, uzębieniach nieprzelotowych oraz zewnętrznych położonych blisko kołnierza.
Przy produkcji jednostkowej, krótkich seriach, bardzo dużych modułach albo profilach, dla których wykonanie freza ślimakowego nie jest ekonomiczne, alternatywą mogą być frezy krążkowe modułowe i palcowe.
Kiedy frezowanie obwiedniowe jest najlepszym rozwiązaniem?
| Warunki aplikacji | Przydatność frezowania obwiedniowego |
| Zewnętrzne koło proste lub skośne | Bardzo wysoka |
| Produkcja seryjna i średnioseryjna | Bardzo wysoka |
| Wymagany krótki czas jednostkowy | Bardzo wysoka |
| Wał uzębiony lub wielowypust zewnętrzny | Wysoka |
| Cienkie koła możliwe do obróbki pakietowej | Bardzo wysoka |
| Koło łańcuchowe lub pasowe | Wysoka po dobraniu właściwego profilu |
| Ślimacznica | Wysoka po dopasowaniu freza do ślimaka |
| Uzębienie wewnętrzne | Metoda nieodpowiednia |
| Uzębienie bez wybiegu przy kołnierzu | Często ograniczona |
| Profil jednostkowy lub bardzo mała seria | Wymaga porównania z frezowaniem kształtowym |
| Bardzo duży moduł i mała liczba zębów | Wymaga analizy ekonomicznej |
Ustawienie freza względem detalu
Oś freza ślimakowego nie jest ustawiana równolegle do osi obrabianego koła. Musi zostać pochylona o kąt wynikający z kąta wzniosu linii śrubowej narzędzia oraz, w przypadku koła skośnego, z kąta pochylenia jego zębów.
Przy kole o zębach prostych należy uwzględnić przede wszystkim kąt wzniosu freza. Przy kole skośnym znaczenie mają dodatkowo:
- wartość kąta pochylenia zębów,
- kierunek pochylenia,
- kierunek zwoju freza,
- kierunek obrotu narzędzia,
- kierunek obrotu detalu,
- wybrana kinematyka procesu.
Przy typowym frezowaniu zgodnym koła skośnego kierunek zwoju freza i kierunek pochylenia uzębienia są jednakowe. Przy frezowaniu przeciwnym są przeciwne. Dla kół prostych można stosować frezy prawo- i lewozwojne, chociaż najczęściej używa się narzędzi prawozwojnych.
Skutki nieprawidłowego ustawienia
- wykonanie uzębienia o przeciwnym kierunku,
- błędna linia zęba,
- niewłaściwy ślad współpracy,
- zwiększone obciążenie wybranych ostrzy,
- pogorszenie jakości powierzchni,
- przyspieszone zużycie freza,
- kolizja narzędzia z detalem lub oprzyrządowaniem.
Przed uruchomieniem programu należy zweryfikować nie tylko wartość kąta, lecz także jego znak, kierunek zwoju freza i kierunki obrotu obu wrzecion.
Frezowanie współbieżne i przeciwbieżne
Wybór kierunku obróbki wpływa na sposób powstawania wióra, rozkład obciążenia i położenie strefy największego zużycia narzędzia.
| Cecha | Frezowanie współbieżne | Frezowanie przeciwbieżne |
| Grubość wióra na początku kontaktu | Duża | Bliska zeru |
| Grubość wióra przy wyjściu | Maleje | Rośnie |
| Początkowe ślizganie ostrza | Mniejsze | Większe |
| Dominująca strefa zużycia | Strona wejściowa | Strona wyjściowa |
| Wrażliwość na luzy | Wysoka | Inny charakter oddziaływania |
| Warunki cieplne ostrza | Zwykle korzystniejsze | Więcej tarcia na początku kontaktu |
| Typowe zastosowanie | Sztywne frezarki CNC | Istniejące lub specjalne konfiguracje procesu |
Frezowanie współbieżne
Ostrze rozpoczyna pracę od większej grubości wióra, która następnie maleje. Ogranicza to początkowe tarcie i sprzyja skutecznemu wejściu krawędzi w materiał.
W stabilnym układzie technologicznym może zapewnić:
- korzystniejsze formowanie wióra,
- mniejsze nagrzewanie wynikające ze ślizgania,
- dobrą jakość powierzchni,
- stabilną pracę powłoki,
- wysoką trwałość freza.
Frezowanie przeciwbieżne
Krawędź rozpoczyna kontakt przy grubości wióra bliskiej zeru. Zanim zacznie skutecznie skrawać, może przez krótki czas ślizgać się po powierzchni.
Może to prowadzić do:
- wzrostu tarcia,
- lokalnego przegrzewania,
- narostu materiału,
- szybszego zużycia powierzchni przyłożenia,
- pogorszenia powierzchni flank.
Nie należy jednak automatycznie zmieniać sprawdzonego procesu przeciwbieżnego na współbieżny. Trzeba uwzględnić konstrukcję frezarki, stan napędów, mocowanie, geometrię detalu i rzeczywisty rozkład zużycia.
Droga wejścia, szerokość wieńca i wybieg
Całkowita droga osiowa freza obejmuje trzy składowe:
L = E + b + A
gdzie:
E – droga wejścia,
b – szerokość uzębienia,
A – droga wybiegu.
Droga wejścia rozpoczyna się przy pierwszym kontakcie freza z detalem i kończy w położeniu, w którym pełny profil zostaje wygenerowany na początku wieńca.
Wybieg umożliwia zakończenie generowania zęba przy drugim czole. Jeżeli jest zbyt mały, część uzębienia może pozostać niedocięta.
Droga wejścia zależy od:
- średnicy freza,
- głębokości uzębienia,
- średnicy detalu,
- kąta pochylenia zębów,
- kąta wzniosu freza,
- kierunku obróbki,
- wzajemnej geometrii narzędzia i części.
Nie można więc przyjmować jednej stałej wartości wejścia dla wszystkich detali o tym samym module.
Frez z częścią wejściową
Przy kołach skośnych o dużej średnicy pełna strefa przenikania freza z detalem może wymagać bardzo długiego narzędzia. Jeżeli jego wykonanie albo zastosowanie jest niemożliwe, frez może otrzymać stożkową część wejściową.
Jej zadaniem jest stopniowe rozłożenie naddatku pomiędzy kolejne ostrza i ograniczenie przeciążenia pierwszych zębów.
Typowa część wejściowa ma:
- długość około 5–6 modułów,
- kąt nachylenia około 5–10°.
Musi znajdować się po właściwej stronie narzędzia, zależnej od kierunku frezowania. Odwrócenie freza lub zmiana kierunku procesu może spowodować, że część wejściowa przestanie spełniać swoją funkcję.
Od czego zależy czas frezowania?
W uproszczeniu czas główny można opisać zależnością:
tₕ = z₂ × dₐ₀ × π × (E + b + A) / (z₀ × fₐ × vᶜ × 1000)
gdzie:
- tₕ – czas główny,
- z₂ – liczba zębów detalu,
- dₐ₀ – średnica zewnętrzna freza,
- E – droga wejścia,
- b – szerokość uzębienia,
- A – wybieg,
- z₀ – liczba zwojów freza,
- fₐ – posuw osiowy,
- vᶜ – prędkość skrawania.
Wzór pokazuje ogólny kierunek wpływu parametrów. Nie zastępuje pełnego obliczenia technologicznego uwzględniającego geometrię wejścia, ograniczenia maszyny, przyspieszenia osi, naddatek, liczbę przejść i czasy pomocnicze.
Wpływ parametrów na czas i proces
| Zmiana | Wpływ na czas | Możliwe konsekwencje |
| Większa prędkość skrawania | Skraca | Wyższa temperatura i zużycie |
| Większy posuw osiowy | Skraca | Głębsze ślady posuwu i większe siły |
| Większa liczba zwojów | Skraca | Znaczny wzrost grubości wióra |
| Mniejsza średnica freza | Zwykle skraca | Mniej rowków i mniejsza trwałość |
| Krótsza droga wejścia | Skraca | Ryzyko niepełnego profilu |
| Więcej rowków wiórowych | Nie zawsze skraca bezpośrednio | Mniejsze obciążenie ostrza |
| Większy shifting | Nie zmienia pojedynczego cyklu istotnie | Może wydłużyć okres między ostrzeniami |
Maksymalna grubość wióra
Maksymalna teoretyczna grubość wióra odcinanego przez głowę zęba freza jest jednym z najważniejszych kryteriów oceny procesu.
Wpływają na nią:
- moduł,
- liczba zębów detalu,
- kąt pochylenia,
- współczynnik przesunięcia zarysu,
- średnica freza,
- liczba rowków,
- liczba zwojów,
- posuw osiowy,
- głębokość frezowania.
Zbyt duża grubość wióra powoduje:
- wzrost sił skrawania,
- przeciążenie głów ostrzy,
- ryzyko wykruszeń,
- drgania,
- szybsze zużycie,
- większą wrażliwość na bicie i brak sztywności.
Zbyt mały przekrój wióra również nie musi być korzystny. Może zwiększać udział tarcia, pogarszać stabilność formowania wióra i ograniczać odprowadzanie ciepła przez materiał usuwany.
Frez jednozwojny czy wielozwojny?
Frezy wielozwojne stosuje się przede wszystkim w celu zwiększenia wydajności. Są szczególnie korzystne przy małych modułach i dużej liczbie zębów.
| Cecha | Frez jednozwojny | Frez wielozwojny |
| Potencjalna wydajność | Niższa | Wyższa |
| Grubość wióra | Mniejsza | Większa |
| Wymagania wobec synchronizacji | Mniejsze | Większe |
| Obciążenie stołu i napędów | Mniejsze | Większe |
| Ryzyko pogorszenia siatki obwiedniowej | Mniejsze | Większe przy złym doborze |
| Uniwersalność | Wysoka | Mniejsza |
| Typowe zastosowanie | Dokładność i elastyczność | Produkcja seryjna |
Liczba zwojów wpływa na maksymalną grubość wióra silniej niż porównywalny wzrost posuwu. Dlatego przy podobnym czasie cyklu korzystniejsze może być zastosowanie możliwie małej liczby zwojów i większego posuwu.
Liczbę zwojów warto zwiększać wtedy, gdy dalszy wzrost posuwu jest już ograniczony przez:
- ślady posuwowe,
- wymaganą chropowatość,
- naddatek pod dalszą obróbkę,
- możliwości mocowania,
- dynamikę maszyny.
Przy frezach z osiowymi rowkami wiórowymi liczba zwojów powinna być dobrana tak, aby kąt wzniosu nie przekraczał około 6,5°. Większy kąt może pogarszać powierzchnię obrabianych flank.
Liczba rowków wiórowych
Zwiększenie liczby rowków oznacza większą liczbę krawędzi skrawających na tej samej długości narzędzia.
Może to zapewnić:
- mniejsze obciążenie pojedynczego ostrza,
- większą liczbę detali między ostrzeniami,
- gęstszą siatkę obwiedniową,
- lepszą jakość profilu,
- spokojniejszą pracę narzędzia,
- korzystniejsze warunki przy kołach o małej liczbie zębów.
Wzrost liczby rowków przy zachowaniu średnicy freza ogranicza jednak dostępną długość zatoczenia, a więc liczbę możliwych ostrzeń.
Frezy posiadające około 20–30 rowków oraz użyteczną długość pozwalającą na około 10 ostrzeń określa się jako frezy wielorowkowe. W wielu zastosowaniach stanowią one dobry kompromis pomiędzy trwałością, wydajnością i kosztem eksploatacji
Korzyści i ograniczenia dużej liczby rowków
| Korzyści | Ograniczenia |
| Więcej ostrzy pracujących w procesie | Mniej miejsca na rowek wiórowy |
| Mniejsze obciążenie pojedynczego zęba | Mniejsza liczba ostrzeń |
| Gęstsza siatka obwiedniowa | Potencjalnie większa średnica narzędzia |
| Wyższa trwałość między ostrzeniami | Wyższy koszt zakupu |
| Spokojniejsza praca | Większe wymagania produkcyjne dla freza |
Średnica freza
Mniejsza średnica może:
- skrócić drogę wejścia,
- zwiększyć obroty przy tej samej prędkości skrawania,
- skrócić czas główny,
- poprawić dostęp do uzębienia położonego blisko kołnierza.
Jednocześnie może:
- ograniczyć liczbę rowków,
- zwiększyć obciążenie pojedynczej krawędzi,
- zmniejszyć trwałość,
- zmniejszyć liczbę ostrzeń,
- pogorszyć jakość generowanego profilu,
- wymagać wyższych obrotów stołu i wrzeciona.
Duża średnica sprzyja większej liczbie rowków i łagodniejszemu przebiegowi skrawania, ale wydłuża wejście, zwiększa gabaryty narzędzia i może ograniczać dostępność.
Średnicę należy dobierać na podstawie:
- przestrzeni roboczej,
- wymaganej liczby rowków,
- liczby ostrzeń,
- maksymalnych obrotów wrzeciona,
- dynamiki stołu,
- szerokości i położenia uzębienia,
- planowanego czasu cyklu.
Posuw osiowy i ślady na flankach
Posuw osiowy jest jednym z podstawowych parametrów wydajności. Jego zwiększenie skraca czas obróbki proporcjonalnie, ale głębokość śladów posuwowych rośnie w przybliżeniu wraz z kwadratem posuwu.
Wzrost posuwu powoduje:
- większą grubość wióra,
- wzrost sił skrawania,
- głębsze ślady na powierzchni,
- większe obciążenie mocowania,
- ryzyko pogorszenia chropowatości,
- możliwe zwiększenie błędów linii zęba przy podatnym detalu.
Maksymalny posuw może być ograniczony przez:
- dopuszczalną chropowatość,
- klasę uzębienia,
- naddatek na szlifowanie,
- wymagania honowania,
- grubość wióra,
- sztywność wału lub pierścienia,
- zdolność frezarki do stabilnej synchronizacji.
Przy frezowaniu wykańczającym ograniczeniem często nie jest wytrzymałość freza, lecz wymagany stan powierzchni.
Shifting – równomierne wykorzystanie freza
Shifting polega na przesuwaniu freza wzdłuż jego osi, aby kolejne fragmenty części roboczej uczestniczyły w skrawaniu.
Bez shiftu obciążony jest stale ten sam obszar. Prowadzi to do:
- lokalnego zużycia,
- szybkiego pogorszenia jakości,
- niewykorzystania długości narzędzia,
- częstszego ostrzenia,
- wzrostu kosztu freza na detal.
Dostępna droga shiftu nie jest równa pełnej długości części roboczej. Należy odjąć:
- część wejściową,
- strefy niegenerujące pełnego profilu,
- położenia powodujące kolizję,
- rezerwę wynikającą z konstrukcji mocowania.
Shifting konwencjonalny i grobshifting
| Cecha | Shifting konwencjonalny | Grobshifting |
| Skok po detalu | Mały | Większy |
| Przejście przez długość freza | Zwykle jedno | Kilkukrotne |
| Punkt rozpoczęcia kolejnej sekwencji | Wynika z kolejnego skoku | Celowo zmieniany |
| Rozłożenie zużycia | Stopniowe | Bardziej równomierne |
| Potencjał zwiększenia trwałości | Wysoki | Bardzo wysoki przy dobrym ustawieniu |
| Złożoność programu | Niska | Wyższa |
W grobshiftingu narzędzie wielokrotnie przechodzi przez dostępną długość większymi skokami. Punkt startowy kolejnego przejścia jest nieznacznie przesuwany, dzięki czemu strefy maksymalnego obciążenia nie pokrywają się dokładnie.
Strategię należy dobierać na podstawie:
- długości śladu zużycia,
- miejsca największego obciążenia,
- kierunku frezowania,
- wielkości serii,
- dostępnej długości freza,
- planowanej liczby detali między ostrzeniami.
Frezowanie jedno- i wieloprzejściowe
W zależności od modułu, naddatku i wymagań można stosować:
- obróbkę w jednym przejściu na gotowo,
- frezowanie zgrubne i wykańczające,
- frezowanie z naddatkiem pod szlifowanie,
- frezowanie z naddatkiem pod honowanie,
- frezowanie przed obróbką cieplną.
Obróbka w jednym przejściu
Jedno narzędzie usuwa cały naddatek i wykonuje profil końcowy. Rozwiązanie skraca czas pomocniczy i liczbę operacji, ale wymaga wysokiej stabilności układu.
Najlepiej sprawdza się, gdy:
- naddatek nie jest nadmierny,
- materiał ma przewidywalną strukturę,
- obrabiarka i mocowanie są sztywne,
- frez ma odpowiednią geometrię,
- wymagana jakość może zostać osiągnięta po jednym przejściu.
Obróbka zgrubna i wykańczająca
Podział procesu może być korzystny przy:
- dużym module,
- dużym naddatku,
- podatnym detalu,
- wysokich wymaganiach powierzchni,
- konieczności ustabilizowania sił obróbki,
- ograniczonej trwałości freza wykańczającego.
Modyfikacje profilu wykonywane frezem ślimakowym
Protuberancja
Protuberancja jest modyfikacją profilu freza, która tworzy kontrolowane podcięcie w stopie zęba.
Jej zadaniem jest zapewnienie luzu dla narzędzia wykańczającego. Dzięki temu ściernica, narzędzie do honowania lub wiórkowania nie obrabiają niekontrolowanie samej stopy.
Prawidłowo dobrana protuberancja:
- zapobiega powstawaniu stopnia po szlifowaniu,
- zapewnia płynne przejście pomiędzy profilem a stopą,
- ogranicza koncentrację naprężeń,
- chroni stopę przed kontaktem ze ściernicą.
Profile protuberancyjne nie są uniwersalne. Muszą uwzględniać:
- naddatek na flankę,
- średnicę narzędzia wykańczającego,
- geometrię detalu,
- wymagany promień stopy,
- średnicę formową,
- zakres liczby zębów.
Topping
Frez toppingowy obrabia jednocześnie boki zębów i średnicę wierzchołkową koła.
Zmiana głębokości lub grubości zęba wpływa wtedy równocześnie na:
- średnicę głów,
- średnicę stóp,
- grubość zęba.
Topping ogranicza liczbę operacji, ale wymaga bardzo dokładnego ustalenia zależności pomiędzy wymiarem uzębienia i średnicą zewnętrzną.
Semi-topping
Semi-topping wykonuje kontrolowane fazowanie krawędzi głowy zęba.
Faza:
- zabezpiecza krawędź przed wyszczerbieniem,
- ogranicza powstawanie zadziorów,
- zmniejsza ryzyko uszkodzeń transportowych,
- może ograniczyć deformację ostrej krawędzi po obróbce cieplnej.
Wielkość fazy zależy od liczby zębów. Ten sam frez użyty do różnych kół nie musi wygenerować identycznej fazy. Przy dużym zakresie liczby zębów mogą być potrzebne różne narzędzia.
Modyfikacja głowy zęba
Kontrolowane odciążenie profilu w obszarze głowy może zmniejszać uderzenie wejściowe podczas zazębiania przekładni pod obciążeniem.
Dobór zależy od:
- obciążenia zęba,
- ugięcia elementów przekładni,
- liczby zębów,
- współczynnika zazębienia,
- oczekiwanego śladu współpracy.
Modyfikacja profilu freza nie jest przenoszona na koło w identycznej wartości dla każdej liczby zębów. Im mniejsza liczba zębów, tym mniejszy może być efektywny udział określonej modyfikacji narzędzia.
Materiał freza i powłoka
Do produkcji frezów stosuje się przede wszystkim:
- stale szybkotnące,
- kobaltowe stale szybkotnące,
- stale proszkowe HSS-PM,
- węglik spiekany,
- powłoki PVD dopasowane do aplikacji.
Odpowiednio dobrana powłoka:
- ogranicza tarcie,
- zwiększa odporność na zużycie,
- zmniejsza przywieranie materiału,
- poprawia odporność cieplną,
- umożliwia zwiększenie parametrów,
- chroni powierzchnie przyłożenia i natarcia.
Typowa twarda powłoka na frezie może mieć grubość około 2–3 μm.
Po ostrzeniu powłoka z powierzchni natarcia jest usuwana. W procesach wysokowydajnych pozostawienie niepowleczonej powierzchni może zwiększać zużycie kraterowe i skracać okres między ostrzeniami. Pełna regeneracja powinna więc obejmować:
- usunięcie zużytej powłoki, jeżeli wymaga tego technologia,
- ostrzenie,
- kontrolę geometrii,
- przygotowanie krawędzi,
- ponowne powlekanie,
- pomiar końcowy.
Oferowane przez Tradensa frezy ślimakowe nasadzane i trzpieniowe CTI są wykonywane w wersjach standardowych i specjalnych, do kół zębatych, wielowypustów, ślimacznic, kół łańcuchowych, kół pasowych i profili niestandardowych.
Klasa dokładności freza
Dokładność frezów jednozwojnych jest klasyfikowana między innymi według DIN 3968.
Podstawowe klasy obejmują:
- AA,
- A,
- B,
- C,
- D.
Dla szczególnie wysokich wymagań stosuje się dodatkowo zawężone tolerancje określane jako AAA. Nie jest to jednak podstawowa klasa zdefiniowana w DIN 3968, lecz umowne zaostrzenie wybranych tolerancji klasy AA.
Ogólnie:
- frezy zataczane toczeniem osiągają niższe klasy dokładności,
- frezy szlifowane zataczająco mogą osiągać klasy A, AA i dokładniejsze.
Wyższa klasa freza poprawia potencjał osiągnięcia dokładnego koła, ale nie gwarantuje wyniku. Na jakość wpływają również:
- dokładność kinematyczna frezarki,
- bicie freza,
- bicie detalu,
- stan trzpienia,
- sztywność mocowania,
- zużycie ostrzy,
- parametry skrawania,
- stabilność cieplna,
- sposób ostrzenia.
Kontrola freza po ostrzeniu
Po każdym ostrzeniu należy kontrolować:
- formę powierzchni natarcia,
- położenie powierzchni natarcia,
- podziałkę rowków,
- kierunek rowków,
- bicie osiowe,
- bicie promieniowe,
- stan krawędzi,
- zgodność profilu.
Szczególnie istotna jest skumulowana odchyłka podziałki zazębienia w obrębie odcinka zazębienia. Pozwala ona, z określonymi ograniczeniami, wnioskować o możliwym wpływie freza na formę flank obrabianego koła.
Typowe postacie zużycia
Najczęściej występują:
- zużycie powierzchni przyłożenia,
- zużycie głowy zęba,
- zużycie flanki wchodzącej,
- zużycie flanki wychodzącej,
- zużycie kraterowe,
- wykruszenia,
- mikropęknięcia,
- narost materiału,
- starcie lub uszkodzenie powłoki,
- nierównomierne zużycie spowodowane biciem.
Ocena stanu freza nie powinna ograniczać się do jednego pomiaru szerokości zużycia. Należy sprawdzić:
- maksymalną szerokość śladu,
- długość zużytego obszaru,
- jego położenie wzdłuż freza,
- różnicę między stroną wejściową i wyjściową,
- tempo pogarszania jakości detali,
- obecność wykruszeń lub pęknięć.
Najczęstsze problemy i ich przyczyny
| Objaw | Prawdopodobna przyczyna | Co sprawdzić |
| Okresowe ślady na flankach | Bicie freza albo nierówna praca ostrzy | Trzpień, powierzchnie bazowe, bicie |
| Zmienna grubość zęba | Bicie detalu lub niestabilny zacisk | Mocowanie, trzpień, powierzchnie bazowe |
| Błąd linii zęba | Zły kąt, odkształcenie detalu lub błąd osi | Program, podparcie, prowadzenie osi |
| Wykruszenia głów ostrzy | Nadmierna grubość wióra | Posuw, liczba zwojów, głębokość |
| Głębokie ślady posuwowe | Zbyt duży posuw lub mała średnica freza | Posuw, średnica, liczba zwojów |
| Zużycie tylko jednego obszaru | Brak lub zły shifting | Skok, zakres i kierunek shiftu |
| Pogorszenie jakości po ostrzeniu | Błąd powierzchni natarcia | Protokół pomiarowy i geometria |
| Niedocięcie przy czole | Za małe wejście lub wybieg | Program ruchu osiowego |
| Narost materiału | Niewłaściwa powłoka lub parametry | Prędkość, powłoka, ostrość |
| Losowe rysy na flankach | Ponowne przecinanie wiórów | Usuwanie wiórów, chłodzenie |
| Nieprawidłowa podziałka | Zła liczba zębów albo zwojów | Dane programu |
| Drgania długiego wału | Niewystarczające podparcie | Konik, podtrzymka, siła docisku |
| Stożkowatość uzębienia | Ugięcie detalu lub błąd ustawienia | Mocowanie i prowadzenie suportu |
Jak rozpoznać źródło problemu?
| Rodzaj błędu | Najbardziej prawdopodobne źródło |
| Stały błąd profilu na wszystkich zębach | Profil freza, ostrzenie lub korekcja |
| Okresowy błąd podziałki | Frez, rowki, bicie lub synchronizacja |
| Błąd linii zęba | Kąt ustawienia, prowadzenie osi, ugięcie |
| Bicie całego uzębienia | Bazowanie i mocowanie detalu |
| Losowe ślady na powierzchni | Wióry, drgania, niestabilność |
| Stopniowe pogarszanie w serii | Zużywanie freza |
| Nagła zmiana po ostrzeniu | Błąd regeneracji lub pomiaru |
| Zmiana wyniku po ponownym zamocowaniu | Mocowanie lub zabrudzone bazy |
| Błąd rosnący wraz z temperaturą | Stabilność cieplna maszyny lub detalu |
Masz problem z jakością uzębienia lub trwałością freza?
Prześlij rysunek detalu, zdjęcia freza oraz podstawowe parametry procesu. Pomożemy zweryfikować, czy przyczyną problemu jest geometria narzędzia, mocowanie, ustawienie frezarki, parametry skrawania czy sposób wykorzystania długości roboczej freza.
Procedura diagnostyczna
1. Pomiar obrabianego koła
Należy zmierzyć:
- profil zęba,
- linię zęba,
- podziałkę,
- bicie promieniowe,
- grubość zęba,
- wymiar przez wałeczki,
- chropowatość,
- powtarzalność kolejnych części.
2. Kontrola detalu i mocowania
Sprawdzić:
- bicie powierzchni bazowych,
- bicie trzpienia,
- czystość styku,
- osiowość podparcia,
- sztywność konika,
- siłę zacisku,
- odkształcenie pierścienia lub pakietu.
3. Kontrola freza
Sprawdzić:
- bicie po zamocowaniu,
- stan ostrzy,
- rozkład zużycia,
- jakość powłoki,
- wykruszenia,
- oznaczenia freza,
- zgodność z rysunkiem detalu,
- jakość ostatniego ostrzenia.
4. Weryfikacja programu
Sprawdzić:
- liczbę zębów,
- liczbę zwojów,
- kierunek zwoju,
- kierunek pochylenia uzębienia,
- znak kąta,
- dosuw,
- posuw,
- pozycję wejścia i wyjścia,
- strategię shiftingu,
- korekcje wymiarowe.
5. Próba rozdzielająca źródła błędu
Przy diagnostyce warto zmieniać tylko jeden element jednocześnie. Jednoczesna zmiana freza, parametrów i mocowania uniemożliwia wskazanie rzeczywistej przyczyny poprawy albo pogorszenia.
Mocowanie wałów, pierścieni i pakietów
Długie wały
Przy długim i smukłym detalu należy zapewnić odpowiednie podparcie. Nadmierny docisk konika może odkształcać wał, a zbyt mały nie zapewni wymaganej sztywności.
Należy kontrolować:
- współosiowość kłów,
- bicie czopów,
- siłę docisku,
- sztywność trzpienia,
- ugięcie podczas skrawania,
- możliwość zastosowania podtrzymki.
Cienkościenne pierścienie
Zbyt duża siła zacisku może zdeformować pierścień. Po zwolnieniu mocowania uzębienie może zmienić geometrię, mimo że podczas pomiaru na maszynie wyglądało poprawnie.
Frezowanie pakietowe
Cienkie koła można obrabiać jednocześnie w pakiecie. Warunkiem są:
- równe powierzchnie czołowe,
- brak zanieczyszczeń pomiędzy detalami,
- równomierna siła zacisku,
- stabilne podparcie,
- wystarczająca długość freza,
- właściwe wejście i wybieg.
Niestabilny pakiet może powodować przesunięcie poszczególnych elementów, błędy linii zęba oraz różnice pomiędzy pierwszą i ostatnią częścią.
Automatyzacja procesu
Frezowanie obwiedniowe może być zintegrowane z:
- podajnikiem detali,
- magazynem paletowym,
- robotem przemysłowym,
- systemem portalowym,
- automatycznym mocowaniem,
- pomiarem w procesie,
- automatyczną korekcją,
- identyfikacją i znakowaniem części.
Automatyzacja jest efektywna dopiero po ustabilizowaniu obróbki. Nie zrekompensuje:
- bicia,
- złego freza,
- błędnego programu,
- niestabilnego zacisku,
- niekontrolowanego zużycia,
- nieskutecznego odprowadzania wiórów.
Przy projektowaniu produkcji automatycznej trzeba uwzględnić również:
- liczbę detali pomiędzy ostrzeniami,
- czas wymiany freza,
- zapas narzędzi,
- strategię shiftingu,
- kontrolę zużycia,
- reakcję systemu na odchyłkę pomiarową.
Koszt procesu – nie tylko cena freza
Najtańszy frez nie zawsze daje najniższy koszt detalu.
Całkowity koszt obejmuje:
- zakup narzędzia,
- ostrzenie,
- usuwanie powłoki,
- ponowne powlekanie,
- transport i logistykę,
- czas wymiany freza,
- czas ustawienia,
- koszt pracy maszyny,
- koszt braków,
- koszt pomiarów,
- liczbę detali między ostrzeniami.
Podstawowy wskaźnik kosztu narzędzia na detal:
Kₙ = (Kf + nₒ × Ko) / N
gdzie:
- Kₙ – koszt narzędzia na detal,
- Kf – cena nowego freza,
- nₒ – liczba regeneracji,
- Ko – koszt jednej regeneracji,
- N – łączna liczba wykonanych detali.
W uproszczonym modelu koszt narzędzia i czasu pracy maszyny na jeden detal można zapisać jako:
Kd = Kn + Km × tc
gdzie:
Kd – całkowity koszt obróbki jednego detalu,
Km – koszt jednej minuty pracy maszyny,
tc – czas cyklu wraz z proporcjonalnym udziałem przezbrojeń.
Skrócenie cyklu może więc uzasadniać droższy frez, ale tylko wtedy, gdy wzrost wydajności nie powoduje nieproporcjonalnego spadku trwałości i jakości.
Dane potrzebne do zaprojektowania freza
| Grupa | Wymagane informacje |
| Profil | Moduł, DP lub CP, kąt przyporu, norma, profil odniesienia |
| Geometria | Liczba zębów, kąt i kierunek pochylenia, przesunięcie zarysu |
| Wymiary | Średnica głów, średnica stóp, szerokość uzębienia |
| Modyfikacje | Protuberancja, topping, semi-topping, modyfikacja głowy |
| Materiał | Gatunek, twardość, stan przed lub po obróbce cieplnej |
| Jakość | Wymagana klasa koła i sposób pomiaru |
| Proces | Zgrubny, wykańczający, naddatek na kolejną operację |
| Maszyna | Model, maksymalna średnica i długość freza, mocowanie |
| Produkcja | Wielkość serii, oczekiwany czas cyklu |
| Dokumentacja | Rysunek detalu, rysunek starego freza, protokół pomiarowy |
Sam moduł, liczba zębów i kąt przyporu często nie wystarczą do prawidłowego zaprojektowania narzędzia.
Dane potrzebne do optymalizacji istniejącego procesu
| Detal | Frez | Parametry | Wyniki |
| Moduł | Średnica | Prędkość skrawania | Czas cyklu |
| Liczba zębów | Liczba zwojów | Posuw osiowy | Liczba detali między ostrzeniami |
| Kąt pochylenia | Liczba rowków | Dosuw | Rozkład zużycia |
| Szerokość wieńca | Materiał freza | Shifting | Dokładność uzębienia |
| Materiał detalu | Powłoka | Kierunek obróbki | Chropowatość |
| Twardość | Liczba ostrzeń | Chłodzenie | Koszt na detal |
| Geometria mocowania | Długość robocza | Strategia obróbki | Udział braków |
Frezowanie obwiedniowe jako kompletny system
Dokładny frez nie zapewni prawidłowego koła, jeżeli:
- trzpień ma bicie,
- detal jest niestabilnie podparty,
- stół nie zachowuje synchronizacji,
- posuw przekracza sztywność układu,
- wióry są ponownie wciągane do strefy kontaktu.
Nowoczesna frezarka nie skompensuje natomiast:
- błędnego profilu freza,
- złego kąta przyporu,
- nieprawidłowej protuberancji,
- uszkodzonej powierzchni natarcia,
- błędnego ostrzenia.
Najwyższą wydajność i stabilność uzyskuje się wtedy, gdy frez, detal, mocowanie, maszyna i parametry są dobrane jako jeden system technologiczny.
FAQ - najczęściej zadawane pytania
Czy jednym frezem ślimakowym można wykonywać koła o różnej liczbie zębów?
Tak, jeżeli zgodne są moduł, kąt przyporu i profil odniesienia. Modyfikacje głowy, stopy oraz fazy mogą jednak zależeć od liczby zębów.
Czy większa liczba zwojów zawsze skraca proces?
Skraca potencjalny czas cyklu, ale jednocześnie zwiększa grubość wióra, obciążenie ostrzy oraz wymagania wobec synchronizacji maszyny.
Czy mniejsza średnica freza jest korzystniejsza?
Może skrócić drogę wejścia i czas cyklu, ale zwykle ogranicza liczbę rowków, liczbę ostrzeń oraz trwałość.
Co daje zwiększenie liczby rowków?
Zmniejsza obciążenie pojedynczego ostrza i zagęszcza siatkę obwiedniową, ale przy stałej średnicy może ograniczyć liczbę regeneracji.
Co to jest shifting?
Jest to przesuwanie freza wzdłuż osi w celu równomiernego wykorzystania jego długości roboczej.
Czym jest grobshifting?
To strategia wielokrotnego przechodzenia przez długość roboczą większymi skokami, z przesuwaniem punktu rozpoczęcia kolejnych przejść.
Czy po ostrzeniu frez należy ponownie powlekać?
W procesach wysokowydajnych pełna regeneracja z ponownym powlekaniem jest zazwyczaj korzystna, ponieważ ostrzenie usuwa powłokę z powierzchni natarcia.
Co najczęściej skraca trwałość freza?
Bicie, nadmierna grubość wióra, zły shifting, drgania, niewłaściwe ostrzenie, nieodpowiednia powłoka i ponowne przecinanie wiórów.
Jak rozpoznać zbyt mały wybieg?
Przy końcu wieńca pozostaje niepełny profil albo widoczna jest zmiana geometrii zęba.
Czy frez ślimakowy nadaje się do uzębień wewnętrznych?
Klasyczne frezowanie obwiedniowe frezem ślimakowym jest przeznaczone przede wszystkim do uzębień zewnętrznych.
Czy frezowanie współbieżne jest zawsze lepsze?
Nie. Często jest korzystne na nowoczesnych, sztywnych frezarkach, ale ostateczny wybór zależy od maszyny, detalu, mocowania i dotychczasowego przebiegu procesu.
Dlaczego jakość pogarsza się po ostrzeniu freza?
Najczęstszymi przyczynami są błędy formy lub kierunku powierzchni natarcia, błędy podziałki rowków, bicie albo nieprawidłowe przygotowanie krawędzi.
Dobór procesu do konkretnego detalu
Do analizy należy przesłać kompletny rysunek koła zębatego, wału, wielowypustu, ślimacznicy, koła łańcuchowego lub pasowego wraz z informacją o materiale, twardości, wymaganej jakości i wielkości serii.
Na tej podstawie można dobrać:
- konstrukcję freza nasadzanego lub trzpieniowego,
- profil odniesienia,
- liczbę zwojów,
- liczbę rowków,
- średnicę i długość roboczą,
- materiał i powłokę,
- klasę dokładności,
- sposób mocowania,
- strategię shiftingu,
- wstępne parametry procesu,
- odpowiednią frezarkę pionową albo poziomą.
Potrzebujesz dobrać frez ślimakowy lub technologię frezowania obwiedniowego?
Prześlij rysunek koła zębatego, wału, wielowypustu, ślimacznicy, koła łańcuchowego lub koła pasowego. Na podstawie geometrii detalu, materiału, wymaganej dokładności i wielkości serii pomożemy dobrać:
- konstrukcję freza nasadzanego lub trzpieniowego,
- profil i modyfikacje narzędzia,
- materiał oraz powłokę,
- liczbę zwojów i rowków wiórowych,
- wstępne parametry frezowania,
- odpowiednią frezarkę obwiedniową,
- sposób mocowania i automatyzacji procesu.
Możemy również przeanalizować możliwość wykonania zamiennika na podstawie dotychczasowego freza, rysunku narzędzia lub protokołu pomiarowego.
Powiązana oferta
Frezy ślimakowe nasadzane i trzpieniowe
Produkcja frezów do kół zębatych, wałów uzębionych, wielowypustów, ślimacznic, kół łańcuchowych, kół pasowych i profili specjalnych. Dostępne są wykonania standardowe i specjalne, również według rysunku, danych uzębienia albo istniejącego wzorca.
Zobacz frezy ślimakowe nasadzane i trzpieniowe CTI
Frezarki obwiedniowe CNC
Pionowe i poziome frezarki obwiedniowe CNC do produkcji kół zębatych, wielowypustów i wałów uzębionych. Maszyny mogą być dobierane do średnicy i długości detalu, wymaganego modułu, czasu cyklu oraz poziomu automatyzacji.
Zobacz frezarki obwiedniowe CNC EIFCO
Dłutownice Fellowsa CNC
Rozwiązanie do uzębień wewnętrznych, uzębień nieprzelotowych oraz zewnętrznych położonych blisko kołnierza, gdzie frez ślimakowy nie ma wystarczającego wybiegu.
Zobacz dłutownice Fellowsa CNC
Narzędzia do dłutowania i power skivingu
Dłutaki Fellowsa oraz narzędzia do wydajnej obróbki uzębień wewnętrznych i zewnętrznych o ograniczonej przestrzeni narzędziowej.
Zobacz dłutaki Fellowsa i narzędzia do power skivingu
Frezy krążkowe modułowe i palcowe
Narzędzia do obróbki kształtowej, szczególnie przy produkcji jednostkowej, krótkich seriach, dużych modułach oraz profilach specjalnych.
Zobacz frezy krążkowe modułowe i palcowe
Powiązane artykuły
Technologia obróbki kół zębatych metodą obwiedniową
Szersze porównanie frezowania obwiedniowego, dłutowania Fellowsa oraz metod Maaga i Sunderlanda.
Technologia obróbki kół zębatych walcowych – metoda obwiedniowa
Frezarki obwiedniowe CNC a frezarki obwiedniowe konwencjonalne
Porównanie czasów cyklu, wydajności, obsługi i możliwości technologicznych nowoczesnych frezarek CNC oraz starszych maszyn konwencjonalnych.
Frezarki obwiedniowe CNC a frezarki konwencjonalne – case study
Możliwości nowoczesnych frezarek obwiedniowych CNC
Rozwinięcie tematów związanych z napędami, osiami CNC, przezbrojeniem, zwiększeniem wydajności oraz zastępowaniem frezarek konwencjonalnych.
Frezarki obwiedniowe CNC – zalety i możliwości technologiczne
Automatyzacja frezowania obwiedniowego
Roboty, podajniki, systemy portalowe, automatyczny załadunek i produkcja kół zębatych z ograniczoną obsługą operatora.
Automatyzacja produkcji kół zębatych i wielowypustów
Najczęstsze błędy w produkcji uzębień
Problemy związane z doborem narzędzia, stanem obrabiarki, biciem, mocowaniem i niewłaściwym wykorzystaniem procesu.
Najczęstsze błędy przy produkcji kół zębatych i wielowypustów
Klasy dokładności kół zębatych
Dobór klasy wykonania do zastosowania przekładni oraz wpływ wymaganej dokładności na koszt i technologię produkcji.
Metoda kształtowa
Porównanie z obróbką frezami krążkowymi i palcowymi, stosowaną między innymi przy dużych modułach, profilach specjalnych i krótkich seriach.
Technologia obróbki kół zębatych – metoda kształtowa
Koła pasowe zębate
Profile T, AT, HTD i inne oraz dobór frezów ślimakowych i krążkowych do ich wykonania.