Szlifierka do wałków CNC – najkrócej
Szlifierka do wałków CNC to maszyna sterowana numerycznie do precyzyjnego szlifowania powierzchni zewnętrznych detali obrotowych: wałków, osi, czopów, trzpieni, wałów napędowych i elementów wielostopniowych. Jeżeli detal jest obrabiany między kłami, mówimy o szlifierce kłowej CNC, która pomaga utrzymać wspólną oś wielu średnic oraz stabilną geometrię detalu.
Tego typu maszyny wybiera się wtedy, gdy ważna jest powtarzalność cyklu, dokładność wymiarowa, okrągłość, walcowość, współosiowość, bicie, chropowatość oraz możliwość szlifowania barków lub powierzchni czołowych w kontrolowanym procesie.
Szlifierki do wałków CNC Micromatic Grinding w ofercie Tradensa
Tradensa jest przedstawicielem Micromatic Grinding w Polsce. Dobieramy szlifierki do wałków CNC, szlifierki kłowe CNC oraz konfiguracje do szlifowania średnic zewnętrznych, czopów, barków i powierzchni czołowych pod konkretny detal, tolerancje i wolumen produkcji.
Dostarczamy maszyny z wymaganym oprzyrządowaniem, dokumentacją CE, możliwością automatyzacji oraz wsparciem przy uruchomieniu i serwisie w Polsce. Klient otrzymuje nie tylko maszynę z katalogu, ale konfigurację przygotowaną pod realny proces szlifowania.

Kiedy wybrać szlifierkę do wałków CNC?
Szlifierkę do wałków CNC warto wybrać wtedy, gdy proces wymaga powtarzalności, krótkiego czasu cyklu, stabilnej geometrii i możliwości szybkiego powrotu do zapisanych ustawień. W przeciwieństwie do prostych maszyn konwencjonalnych lub hydraulicznych, CNC pozwala precyzyjnie kontrolować cykl szlifowania, dosuw, przejścia wykańczające, kompensację zużycia ściernicy, obciąganie oraz integrację z pomiarem.
Produkcja seryjna i powtarzalne detale
Jeżeli w zakładzie regularnie wracają te same wałki, osie, czopy lub detale wielostopniowe, szlifierka CNC pozwala oprzeć proces na programie, a nie wyłącznie na doświadczeniu operatora. Dzięki temu łatwiej utrzymać jakość między partiami, szybciej przezbrajać maszynę i ograniczać ryzyko błędów przy powtarzalnych operacjach.
Wysokie wymagania geometrii
Szlifowanie wałków często decyduje o końcowej jakości części. Okrągłość, walcowość, współosiowość, bicie, chropowatość i stabilność wymiaru mają bezpośredni wpływ na pracę łożysk, uszczelnień, przekładni, prowadzeń i elementów współpracujących. Szlifierka do wałków CNC daje większą kontrolę nad tymi parametrami niż ręczne prowadzenie procesu.
Detale wielostopniowe, barki i powierzchnie czołowe
W wielu częściach nie wystarczy samo szlifowanie średnicy zewnętrznej. Konieczne jest również wykończenie barków, przejść, promieni, podcięć albo zabielenie powierzchni czołowej. Właśnie dlatego w doborze maszyny trzeba uwzględnić nie tylko maksymalną średnicę i długość detalu, ale też to, czy proces obejmuje szlifowanie czół, barków oraz kilku powierzchni w jednym zamocowaniu.
| Sytuacja produkcyjna | Najlepszy kierunek |
| Powtarzalne wałki, osie, czopy i trzpienie | szlifierka do wałków CNC |
| Detal ma kilka średnic względem jednej osi | szlifierka kłowa CNC (szlifierka do wałków CNC) |
| Ważne są okrągłość, walcowość, bicie i współosiowość | szlifowanie w kłach z dobranym podparciem |
| Proces obejmuje barki, czoła lub zabielanie czół | szlifierka do wałków CNC z odpowiednią konfiguracją głowicy i ściernicy |
| Produkcja jest średnio- lub wielkoseryjna | CNC z możliwością zapisu cykli, pomiaru i automatyzacji |
| Detale są bardzo proste i produkowane w dużych seriach | do rozważenia szlifierka bezkłowa CNC |
| Produkcja jest jednostkowa i budżet jest niski | możliwa szlifierka hydrauliczna lub konwencjonalna |
Jeżeli detal ma kilka średnic względem jednej osi, szczególnie ważne staje się mocowanie i sposób bazowania. W takich aplikacjach kluczową rolę odgrywa szlifierka kłowa CNC, ponieważ pozwala prowadzić proces względem osi detalu i lepiej kontrolować współosiowość, bicie oraz relację między powierzchniami.
Szlifierka kłowa CNC – kiedy mocowanie w kłach ma największy sens?

Kompaktowa szlifierka kłowa do wałków - Pluto 18
Szlifierka kłowa CNC jest najlepszym wyborem wtedy, gdy detal powinien być obrabiany względem jednej osi odniesienia. Mocowanie między kłami pozwala zachować współosiowość wielu średnic i ograniczyć błędy, które mogłyby pojawić się przy wielokrotnym przekładaniu części między operacjami.
W praktyce szlifowanie w kłach jest szczególnie ważne przy wałkach wielostopniowych, osiach, czopach, wałach napędowych, wałach korbowych, trzpieniach i elementach, które po montażu muszą pracować stabilnie przy dużych prędkościach obrotowych albo pod obciążeniem.
Szlifierka kłowa CNC ma największy sens przy detalach, w których kilka średnic musi zachować jedną oś geometryczną. Przykładem są wały wielostopniowe, czopy łożyskowe, wały napędowe, osie, trzpienie, elementy przekładni i części pracujące z dużą prędkością obrotową. W takich aplikacjach liczy się nie tylko wymiar pojedynczej średnicy, ale relacja między wszystkimi powierzchniami szlifowanymi w jednym bazowaniu.
Co daje szlifowanie wałków w kłach?
Szlifowanie w kłach pozwala prowadzić obróbkę względem ustalonej osi detalu. Dzięki temu łatwiej utrzymać relację między kilkoma średnicami, powierzchniami czołowymi i barkami. To istotne w produkcji części, które będą później łożyskowane, uszczelniane albo montowane w układach wymagających stabilnej pracy obrotowej.
Kiedy szlifierka kłowa CNC jest lepsza niż uniwersalna maszyna ogólnego zastosowania?
Jeżeli większość detali to wałki, osie, czopy lub elementy osiowe, dedykowana szlifierka kłowa CNC będzie zwykle lepszym wyborem niż maszyna zbyt szeroko uniwersalna. Maszyna dobrana pod wałki pozwala lepiej zoptymalizować mocowanie, prowadzenie procesu, podtrzymki, ściernicę, głowicę roboczą, konik oraz automatyzację załadunku i rozładunku.
Jak przygotować się do rozmowy o szlifierce kłowej?
Do poprawnego doboru maszyny warto przygotować rysunek detalu, materiał, twardość, długość całkowitą, średnice szlifowane, wymagane tolerancje, chropowatość, informację o nakiełkach, wymagania dotyczące bicia i współosiowości oraz planowany wolumen produkcji. Im dokładniejsze dane wejściowe, tym trafniej można dobrać typ maszyny i konfigurację procesu.
Co można szlifować na szlifierce do wałków CNC?
Szlifierka do wałków CNC jest przeznaczona do detali obrotowych, w których kluczowe są dokładność średnicy zewnętrznej, stabilność osi, jakość powierzchni i powtarzalność geometrii. W zależności od konfiguracji maszyny można obrabiać proste wałki, detale wielostopniowe, czopy, osie, wały napędowe, wały korbowe, powierzchnie pod łożyska, barki oraz powierzchnie czołowe.
| Typ detalu | Co zwykle trzeba szlifować | Na co uważać przy doborze maszyny |
| Wał stopniowany | kilka średnic, czopy, barki, czoła | współosiowość średnic i stabilność podparcia |
| Czop łożyskowy | średnica zewnętrzna, przejścia, promienie | okrągłość, walcowość, chropowatość i bicie |
| Wał napędowy | długie średnice, czopy, powierzchnie osadcze | długość w kłach, podtrzymki i sztywność procesu |
| Wał korbowy | czopy główne i korbowodowe | dedykowana geometria procesu i powtarzalność cyklu |
| Trzpień lub oś | średnice zewnętrzne, powierzchnie robocze | szybkie przezbrojenie i powtarzalność wymiaru |
| Element z barkiem | średnica, bark, powierzchnia czołowa | możliwość szlifowania wgłębnego i czołowego |
| Część hydrauliki siłowej | powierzchnie współpracujące z uszczelnieniem | jakość powierzchni, cylindryczność i stabilność wymiaru |
Szlifierki do wałków CNC pracują najczęściej w produkcji maszyn, automotive, hydraulice siłowej, utrzymaniu ruchu, narzędziowniach oraz zakładach wykonujących elementy napędowe i części precyzyjne. Wspólnym mianownikiem tych zastosowań jest potrzeba uzyskania dokładnej, powtarzalnej i funkcjonalnej powierzchni zewnętrznej.
Szlifowanie wałków CNC – najważniejsze metody procesu
Szlifierka do wałków CNC może pracować w różnych strategiach w zależności od geometrii detalu, wymaganej dokładności i oczekiwanego czasu cyklu. Najczęściej analizuje się szlifowanie wzdłużne, wgłębne, profilowe, kłowe oraz operacje związane z barkami i powierzchniami czołowymi.
| Metoda | Kiedy ma sens? | Typowe zastosowanie |
| Szlifowanie wzdłużne | przy dłuższych średnicach wymagających równomiernego wykończenia | wały, osie, długie czopy, powierzchnie osadcze |
| Szlifowanie wgłębne | przy krótszych powierzchniach, barkach i produkcji seryjnej | czopy, przejścia, średnice stopniowane, powierzchnie oporowe |
| Szlifowanie profilowe | gdy detal ma promienie, przejścia lub złożony kształt | wałki profilowe, elementy specjalne, detale z wymaganym konturem |
| Szlifowanie w kłach | gdy kilka średnic musi zachować jedną oś geometryczną | wały wielostopniowe, wały napędowe, czopy łożyskowe |
| Szlifowanie czół i barków | gdy powierzchnia czołowa lub bark ma znaczenie montażowe | elementy dystansowe, powierzchnie oporowe, detale łożyskowane |
Szlifowanie czół i zabielanie czół na szlifierce do wałków CNC
W wielu aplikacjach szlifowanie wałka nie kończy się na średnicy zewnętrznej. Często konieczne jest również szlifowanie czół, zabielanie czół, wykończenie barków albo uzyskanie poprawnej prostopadłości powierzchni czołowej względem osi detalu. Takie operacje są szczególnie ważne w częściach montażowych, dystansowych, łożyskowanych i współpracujących z powierzchniami oporowymi.
Czym jest zabielanie czół? Szlifierka do wałków CNC z możliwością szlifowania i zabielania powierzchni czołowych
Zabielanie czół to lekkie przeszlifowanie powierzchni czołowej w celu uzyskania czystej, równej i kontrolowanej powierzchni odniesienia. Operacja może być potrzebna po wcześniejszej obróbce toczeniem, po obróbce cieplnej albo przed montażem części, w której czoło ma znaczenie funkcjonalne.
Kiedy potrzebna jest szlifierka do wałków i czół?
Szlifierka do wałków i czół jest właściwym rozwiązaniem wtedy, gdy jedna maszyna ma wykańczać zarówno średnice zewnętrzne, jak i powierzchnie czołowe lub barki. Ma to znaczenie przy detalach, w których średnica i czoło muszą zachować dokładną relację geometryczną. Obróbka w jednym zamocowaniu ogranicza błędy wynikające z przekładania części między stanowiskami.
| Operacja | Kiedy jest potrzebna | Znaczenie dla detalu |
| Szlifowanie średnicy zewnętrznej | gdy wymagana jest dokładna średnica robocza lub osadcza | wpływa na pasowanie, pracę łożysk, uszczelnień i elementów współpracujących |
| Szlifowanie barku | gdy detal ma powierzchnię oporową lub przejście między średnicami | pomaga kontrolować geometrię powierzchni bazowej |
| Zabielanie czoła | gdy trzeba uzyskać czystą i równą powierzchnię odniesienia | poprawia jakość powierzchni montażowej lub dystansowej |
| Szlifowanie czoła | gdy czoło musi mieć określoną prostopadłość względem osi | ogranicza błędy montażowe i bicie powierzchni oporowej |
| Szlifowanie kilku średnic | gdy detal ma geometrię wielostopniową | pomaga utrzymać wspólną oś i powtarzalność wymiarów |
CNC, hydrauliczna czy konwencjonalna szlifierka do wałków?
Nie każda aplikacja wymaga pełnego CNC. Jeżeli produkcja jest jednostkowa, części są proste, a doświadczenie operatora odgrywa dużą rolę, maszyna hydrauliczna lub konwencjonalna może być ekonomicznie uzasadniona. Jeżeli jednak rośnie wolumen, powtarzalność, liczba wariantów detali i wymagania jakościowe, szlifierka CNC zaczyna dawać realną przewagę.
| Typ maszyny | Kiedy ma sens? | Ograniczenie |
| Szlifierka konwencjonalna | jednostkowe detale, niski budżet, duży udział operatora | większa zależność od doświadczenia operatora i trudniejsza powtarzalność |
| Szlifierka hydrauliczna | prostsze detale, małe i średnie partie | ograniczona elastyczność cykli, automatyzacji i zapisu parametrów |
| Szlifierka do wałków CNC | produkcja powtarzalna, wymagające tolerancje, wiele wariantów detali | wymaga lepszego przygotowania procesu i danych wejściowych |
| Szlifierka kłowa CNC | detale z wieloma średnicami względem jednej osi | trzeba dobrze zaplanować kły, podtrzymki, bazowanie i mocowanie |
| Szlifierka bezkłowa CNC | bardzo duże serie prostych wałków, rolek, trzpieni lub tulejek | słabszy wybór dla złożonych detali stopniowanych z barkami i czołami |
Jak dobrać szlifierkę do wałków CNC do konkretnego detalu?
Dobór szlifierki do wałków CNC powinien zaczynać się od detalu, a nie od katalogu. Ten sam typ maszyny może być idealny do jednej aplikacji i zbyt słaby, zbyt duży albo zbyt mało elastyczny do innej. Dlatego przed wyborem modelu trzeba przeanalizować geometrię, tolerancje, materiał, wolumen produkcji i sposób mocowania części.
| Co przeanalizować? | Dlaczego to ważne? |
| Długość, średnica i masa detalu | pozwalają dobrać długość w kłach, zakres roboczy, nośność maszyny i ewentualne podtrzymki |
| Liczba średnic, barki i powierzchnie czołowe | decydują o tym, czy maszyna ma obsługiwać tylko szlifowanie zewnętrzne, czy także szlifowanie wgłębne, wzdłużne i czołowe |
| Tolerancje i chropowatość | wpływają na klasę maszyny, konfigurację wrzeciona, dobór ściernicy, sposób obciągania i ewentualny pomiar w procesie |
| Materiał, twardość i naddatek | decydują o doborze ściernicy, chłodzenia, mocy wrzeciona i strategii cyklu |
| Wolumen produkcji | przy małych seriach liczy się elastyczność, a przy dużych seriach automatyzacja, powtarzalność i czas cyklu |
| Planowana automatyzacja | warto ją uwzględnić już przy zakupie maszyny, nawet jeśli na początku załadunek będzie ręczny |
Do wstępnego doboru maszyny najlepiej przygotować rysunek detalu, materiał, twardość, średnice szlifowane, długość w kłach, masę części, tolerancje, wymaganą chropowatość, informacje o biciu, współosiowości, powierzchniach czołowych oraz planowany wolumen produkcji.
Rodzaje szlifierek do wałków CNC w ofercie
Nie każda szlifierka do wałków CNC jest przeznaczona do tego samego procesu. Innego rozwiązania wymaga krótki trzpień produkowany w dużych seriach, innego wał wielostopniowy, a jeszcze innego ciężki wał przemysłowy lub wał korbowy. Dlatego dobór modelu powinien wynikać z geometrii detalu, długości w kłach, masy, wymaganych operacji, tolerancji, wolumenu i planowanego poziomu automatyzacji.
| Model / seria | Najlepsze zastosowanie | Typowy detal | Kiedy wybrać |
| PLUTO 18 | kompaktowe szlifowanie krótkich detali | krótkie wałki, trzpienie, małe osie | gdy liczy się mały ślad maszyny i szybkie przezbrojenie |
| eGrind 200 | małe komponenty w średnich i dużych wolumenach | części precyzyjne, wały silnikowe, elementy przekładni | gdy produkcja jest powtarzalna i liczy się stabilny cykl |
| Stallion SM | średnie wałki i detale wielostopniowe | osie, czopy, wały przekładniowe | gdy potrzebna jest uniwersalna szlifierka kłowa CNC |
| Stallion SH | cięższe wałki i bardziej wymagające procesy | większe wały, części z dużym naddatkiem | gdy potrzebna jest większa sztywność |
| H Grind 360 / H Grind 630 | długie i ciężkie wały | wały turbinowe, duże wały napędowe, części przemysłowe | gdy decyduje długość w kłach, masa i stabilność procesu |
| Rhino | wały korbowe | czopy główne i korbowodowe | gdy proces dotyczy dedykowanej produkcji wałów korbowych |
Większe modele oraz konfiguracje specjalne są możliwe do zaoferowania na indywidualne zapytanie. Przy doborze warto przesłać rysunek detalu, długość w kłach, średnice szlifowane, masę, materiał, twardość, tolerancje, wymaganą chropowatość, wolumen produkcji i informację o planowanej automatyzacji.
Przykładowe modele szlifierek do wałków CNC
PLUTO 18 – kompaktowa szlifierka do wałków CNC
PLUTO 18 to kompaktowa maszyna do precyzyjnego szlifowania krótszych wałków i mniejszych detali. Sprawdza się tam, gdzie ważne są gabaryty maszyny, ergonomia, szybkie przezbrojenie, powtarzalność i stabilne szlifowanie w produkcji małych oraz średnich części.
Najlepszy wybór, gdy:
- szlifujesz krótsze detale,
- potrzebujesz kompaktowej maszyny,
- zależy Ci na szybkim przezbrojeniu,
- chcesz utrzymać powtarzalność bez ciężkiej platformy,
- produkujesz precyzyjne komponenty w seriach.
Film prezentuje szlifierkę do wałków CNC PLUTO 18 – kompaktową maszynę do precyzyjnego szlifowania krótszych detali obrotowych. To rozwiązanie dla zakładów, które potrzebują stabilnego procesu, szybkiego przezbrojenia i powtarzalnej jakości przy obróbce małych wałków, trzpieni, osi, czopów oraz komponentów wielostopniowych.
PLUTO 18 sprawdza się tam, gdzie ważne są dokładność średnicy zewnętrznej, okrągłość, walcowość, jakość powierzchni oraz efektywne wykorzystanie przestrzeni produkcyjnej. Dzięki sterowaniu CNC maszyna pozwala uporządkować proces szlifowania, ograniczyć zależność od ręcznych nastaw i uzyskać powtarzalne wyniki w produkcji małych oraz średnich detali.
eGrind 200 – kompaktowa szlifierka CNC do małych komponentów
eGrind 200 dobrze pasuje do produkcji mniejszych elementów, w której liczy się dokładność, powtarzalność i stabilność procesu przy rozsądnych gabarytach maszyny. To propozycja dla zakładów, które chcą produkować precyzyjne komponenty zewnętrzne w sposób bardziej przewidywalny niż na maszynach manualnych lub hydraulicznych.
Najlepszy wybór, gdy:
- obrabiasz małe detale,
- produkcja jest powtarzalna,
- zależy Ci na stabilnym CNC,
- masz ograniczoną przestrzeń,
- chcesz uporządkować proces szlifowania zewnętrznego.
Film prezentuje szlifierkę zewnętrzną CNC Micromatic eGrind 200 podczas szlifowania detalu typu suwak zaworu. Na materiale pokazano obróbkę średnic zewnętrznych elementu o twardości 45–50 HRC, z naddatkiem 0,25 mm na średnicy zewnętrznej. To przykład aplikacji, w której liczy się stabilny proces, powtarzalność wymiaru oraz kontrola jakości powierzchni na kilku powierzchniach roboczych jednego detalu.
Na filmie widać pracę maszyny z intensywnym chłodzeniem strefy szlifowania oraz podglądem programu na sterowaniu CNC. Prezentowane parametry pokazują uzyskaną chropowatość powierzchni Ra 0,25, walcowość 0,003 mm, czas cyklu 217 sekund oraz obciąganie ściernicy co 3 komponenty. Takie dane dobrze pokazują charakter produkcyjny aplikacji: obróbkę twardego detalu, kontrolę walcowości i stabilne utrzymanie jakości w kolejnych cyklach.
Micromatic eGrind 200 sprawdza się przy precyzyjnym szlifowaniu małych i średnich detali obrotowych, takich jak suwaki zaworów, trzpienie, czopy, osie i komponenty hydrauliki siłowej. To rozwiązanie dla zakładów, które potrzebują kompaktowej szlifierki CNC do szlifowania zewnętrznego, powtarzalnej dokładności oraz dobrej jakości powierzchni przy produkcji seryjnej.
Stallion SM – szlifierka do wałków CNC średniej wielkości
Stallion SM to rozwiązanie dla zakładów, które obrabiają wałki, osie i czopy średniej wielkości. Maszyna dobrze sprawdza się tam, gdzie potrzebna jest stabilna geometria, powtarzalność i możliwość dopasowania konfiguracji do konkretnego procesu szlifowania w kłach.
Najlepszy wybór, gdy:
- obrabiasz średniej wielkości wałki,
- potrzebujesz szlifowania w kłach,
- masz detale wielostopniowe,
- ważna jest powtarzalność cyklu,
- chcesz rozwijać proces w kierunku większej automatyzacji.
Film prezentuje szlifierkę kłową CNC Micromatic Stallion Medium SM 63 podczas szlifowania zewnętrznego wałka typu layshaft, czyli wałka pośredniego stosowanego m.in. w układach przekładniowych. Detal jest obrabiany między kłami, co pozwala utrzymać stabilną oś bazową dla wielu średnic, czopów i powierzchni roboczych na jednym wale.
Na filmie pokazano szlifowanie zewnętrzne wałka wielostopniowego, w którym ważna jest nie tylko dokładność pojedynczej średnicy, ale również współosiowość, bicie, okrągłość, walcowość i jakość powierzchni. Tego typu aplikacja dobrze pokazuje zastosowanie szlifierki do wałków CNC w produkcji elementów przekładniowych, wałów napędowych, czopów oraz detali wymagających powtarzalnej geometrii po szlifowaniu.
Stallion Medium SM 63 sprawdza się przy średnich wałkach i detalach wielostopniowych, gdzie potrzebna jest sztywna konstrukcja, stabilne podparcie między kłami oraz kontrolowany proces szlifowania zewnętrznego. To rozwiązanie dla zakładów, które wymagają powtarzalnej dokładności, wysokiej jakości powierzchni i możliwości obróbki kilku średnic na jednym detalu.
Stallion SH – ciężka szlifierka kłowa CNC do większych wałków
Stallion SH to kierunek dla cięższych detali i procesów wymagających wysokiej sztywności. Tego typu szlifierka kłowa CNC sprawdza się przy większych wałkach, dłuższych częściach i aplikacjach, w których obciążenie procesu wymaga stabilnej konstrukcji maszyny.
Najlepszy wybór, gdy:
- detal jest większy lub cięższy,
- potrzebujesz wysokiej sztywności,
- szlifujesz wałki o większej długości,
- proces wymaga stabilnego prowadzenia,
- zależy Ci na powtarzalności w produkcji seryjnej.
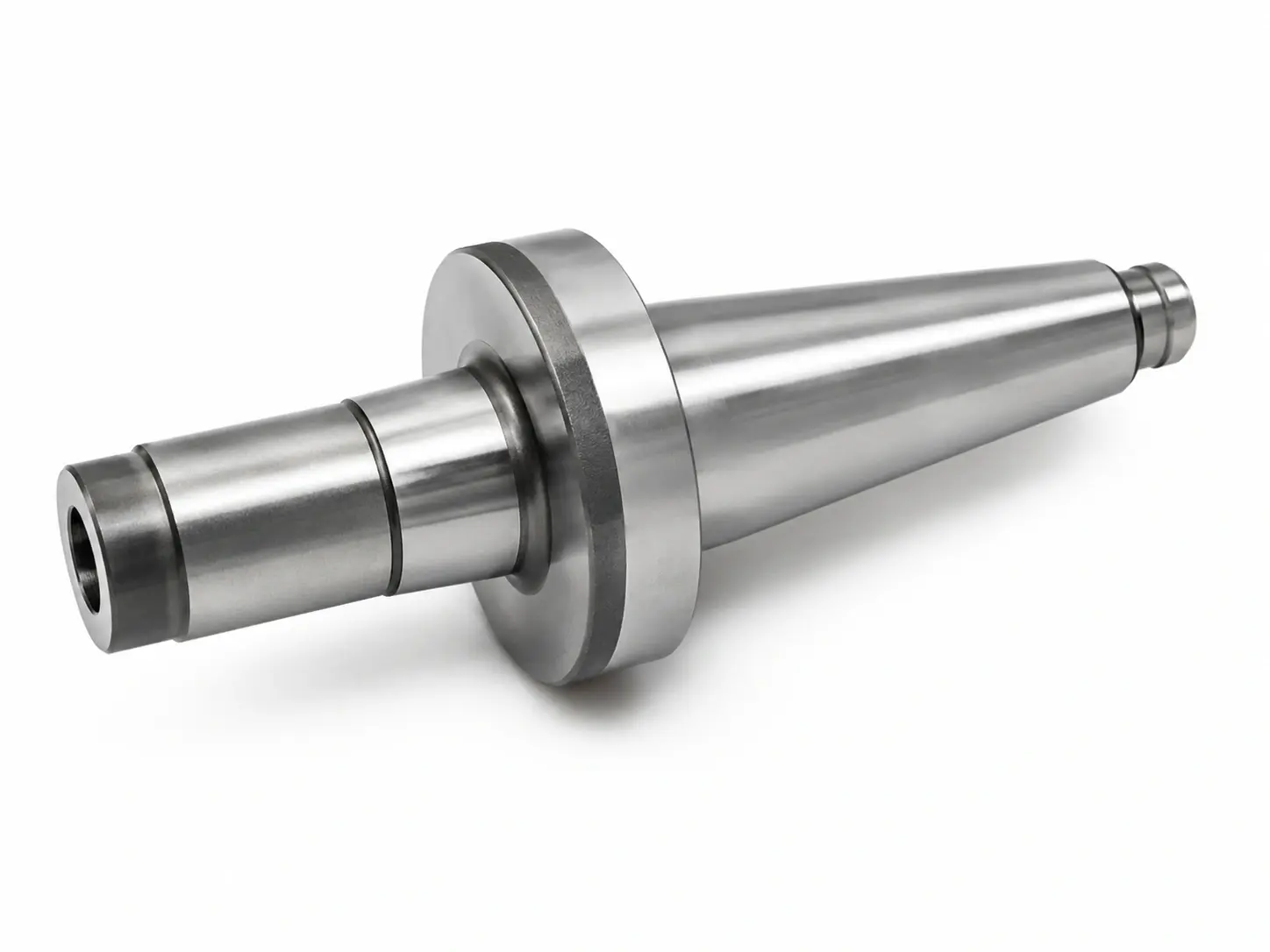
Film prezentuje szlifierkę do wałków CNC Micromatic Stallion SH 63 podczas szlifowania zewnętrznego stalowego wałka zębatego. Na materiale pokazano detal typu pinion shaft, czyli wałek współpracujący z kołem napędowym, oraz proces szlifowania średnic zewnętrznych z naddatkiem 0,40 mm.
Stallion SH 63 pracuje jako precyzyjna szlifierka kłowa CNC do cięższych i bardziej wymagających detali wałowych. Film pokazuje obróbkę wałka z kilkoma powierzchniami roboczymi, w tym szlifowanie średnic zewnętrznych oraz szlifowanie stożka 1:50. Tego typu aplikacja wymaga stabilnego podparcia detalu, sztywnej konstrukcji maszyny i kontroli geometrii na wielu powierzchniach jednego elementu.
Maszyna dobrze sprawdza się przy produkcji wałków zębatych, wałów przekładniowych, czopów, powierzchni osadczych i detali wielostopniowych, gdzie ważna jest powtarzalność wymiaru, okrągłość, walcowość, współosiowość oraz jakość powierzchni po szlifowaniu. Stallion SH 63 jest właściwym wyborem wtedy, gdy proces wymaga większej sztywności niż w lżejszych konfiguracjach szlifierek do wałków CNC.
H Grind 360 / H Grind 630 – duże szlifierki CNC do długich i ciężkich wałów
H Grind 360 i H Grind 630 to rozwiązania dla produkcji większych elementów, w której ważna jest długość w kłach, nośność, sztywność i bezpieczeństwo procesu. To maszyny dla zakładów, które nie szukają kompaktowej szlifierki, tylko stabilnej platformy do cięższych wałów przemysłowych.
Najlepszy wybór, gdy:
- obrabiasz długie wały,
- detal ma większą masę,
- potrzebujesz dużej długości w kłach,
- proces wymaga podtrzymek,
- ważna jest stabilność przy większych siłach szlifowania.
Film prezentuje szlifowanie w kłach długiego wałka na szlifierce do wałków CNC Micromatic H Grind 500×3000. Maszyna jest przeznaczona do obróbki długich i cięższych detali wałowych, w których kluczowe znaczenie mają stabilne podparcie, sztywność układu, kontrola osi oraz powtarzalność geometrii na całej długości elementu.
Na filmie pokazano proces szlifowania wałka o długości do 3000 mm między kłami. Takie mocowanie pozwala utrzymać wspólną oś detalu i kontrolować geometrię wielu średnic, czopów oraz powierzchni roboczych. Przy długich wałkach szczególnie ważne są walcowość, bicie, współosiowość, jakość powierzchni oraz właściwe podparcie detalu podczas obróbki.
Micromatic H Grind 500×3000 sprawdza się przy produkcji i regeneracji długich wałów przemysłowych, wałów napędowych, osi, czopów, rolek oraz elementów wymagających szlifowania na dużej długości. To rozwiązanie dla zakładów, które potrzebują szlifierki kłowej CNC do dużych detali, stabilnego procesu i możliwości obróbki elementów o znacznej długości w jednym zamocowaniu.
Rhino – dedykowana szlifierka CNC do wałów korbowych
Rhino to maszyna dla wyspecjalizowanych aplikacji związanych z wałami korbowymi. Przy takich detalach liczy się nie tylko sama dokładność, ale też stabilność procesu, powtarzalność cyklu i możliwość pracy na wymagającej geometrii czopów głównych oraz korbowodowych.
Najlepszy wybór, gdy:
- szlifujesz wały korbowe,
- pracujesz dla automotive,
- potrzebujesz dedykowanej maszyny,
- zależy Ci na stabilnej produkcji seryjnej,
- geometria detalu wymaga specjalizowanego procesu.
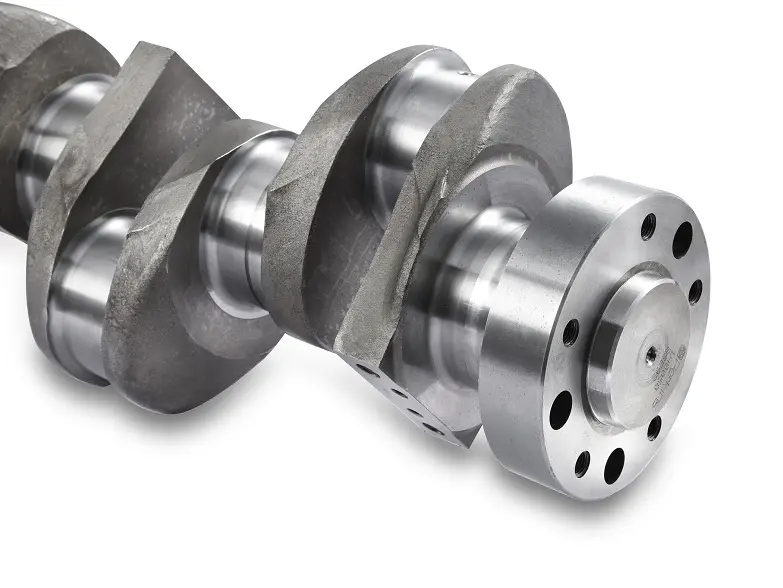
Film prezentuje szlifowanie czopów wału korbowego na szlifierce CNC Micromatic CBN 32/80. Na materiale pokazano wał korbowy z oznaczeniem czopa referencyjnego J1 oraz wymagania jakościowe dla szlifowanych średnic: zdolność procesu Cpk dla średnicy czopa na poziomie co najmniej 1,75 przy tolerancji 14 µm, współosiowość względem czopa J1 w granicach 0,05 mm, chropowatość powierzchni czopa poniżej Ra 0,4 µm oraz walcowość czopa w granicach 0,005 mm.
Film pokazuje zastosowanie technologii CBN do precyzyjnego szlifowania wałów korbowych, czyli procesu, w którym liczy się nie tylko uzyskanie właściwej średnicy, ale również stabilność geometrii na wielu czopach tego samego detalu. W przypadku wałów korbowych szczególne znaczenie mają czopy główne i korbowodowe, ich powtarzalność wymiarowa, walcowość, chropowatość, bicie oraz relacja geometryczna względem wybranej bazy pomiarowej.
Szlifierka CNC do wałów korbowych Micromatic CBN 32/80 jest przeznaczona do produkcji, w której wymagane są powtarzalne wyniki, wysoka zdolność procesu i kontrola jakości powierzchni roboczych. Pokazane na filmie parametry dobrze oddają charakter takiej aplikacji: tolerancje liczone w mikrometrach, kontrolę współosiowości, ocenę chropowatości oraz walcowości czopów po szlifowaniu.