
Najważniejsze zastosowania ściernic korundowych

W naszej ofercie znajdują się między innymi:
- ściernice do szlifowania wałków, wałów i walców
- ściernice do szlifowania otworów i powierzchni wewnętrznych
- ściernice do szlifowania płaszczyzn
- ściernice do szlifowania bezkłowego
- ściernice do szlifowania gwintów i rowków
- ściernice do ostrzenia narzędzi skrawających
- ściernice do superfinish i obróbki dwutarczowej
- honowniki i ściernice do honowania
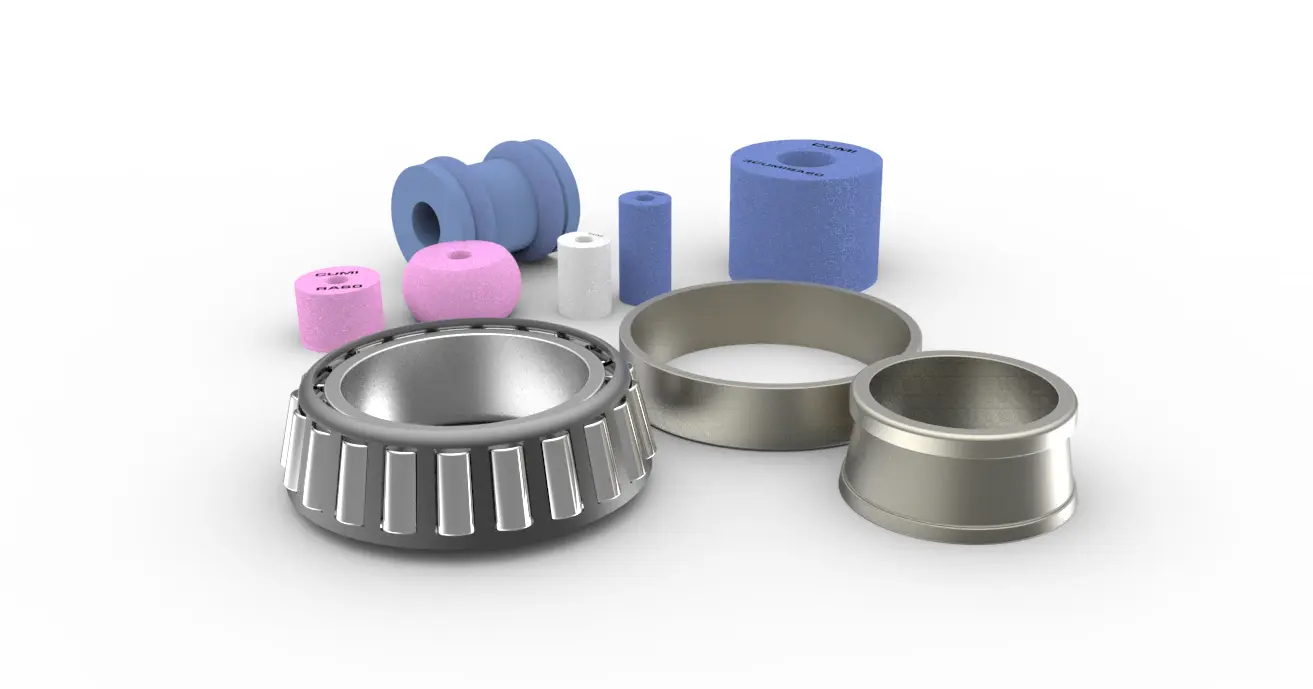
- ściernice do zastosowań automotive, łożyskowych i lotniczych
- ściernice do zastosowań automotive, łożyskowych i lotniczych
- ściernice do kół zębatych i wielowypustów
Dobór ściernicy zależy nie tylko od samego materiału ściernego, ale również od rodzaju spoiwa, struktury, twardości, geometrii ściernicy, typu szlifierki oraz parametrów procesu.
Ściernice korundowe standardowe i premium – kiedy wybrać które rozwiązanie?
W zależności od wymagań procesu oferujemy zarówno ściernice korundowe standardowe, jak i rozwiązania premium przeznaczone do bardziej wymagających aplikacji. W praktyce wybór pomiędzy ściernicą standardową a premium zależy od oczekiwanej wydajności, stabilności procesu, ilości materiału do usunięcia, częstotliwości obciągania oraz jakości powierzchni końcowej.
Ściernice standardowe sprawdzają się w wielu typowych procesach szlifowania, natomiast rozwiązania premium są szczególnie przydatne wszędzie tam, gdzie wymagane są:
- większa wydajność usuwania materiału,
- wyższa stabilność profilu ściernicy,
- dłuższa trwałość pomiędzy obciąganiem,
- lepsza kontrola temperatury w strefie szlifowania,
- wyższa powtarzalność procesu,
- niższy koszt jednostkowy przy dużych seriach.
Dobór ściernicy do procesu szlifowania
Dobór odpowiedniej ściernicy powinien uwzględniać przede wszystkim:
- rodzaj obrabianej części,
- materiał obrabiany,
- typ szlifowania,
- typ szlifierki,
- geometrię powierzchni,
- wymaganą chropowatość,
- wielkość naddatku,
- wydajność procesu,
- sposób chłodzenia,
- częstotliwość obciągania.
Dobrze dobrana ściernica pozwala zwiększyć stabilność procesu, skrócić czas obróbki, ograniczyć ryzyko przypaleń oraz uzyskać lepszą powtarzalność jakości obrabianej powierzchni.
Ściernice według procesu i typu obrabianej powierzchni
Ściernice korundowe można dobierać zarówno według typu maszyny, jak i według procesu oraz geometrii obrabianego detalu. W praktyce przemysłowej najczęściej rozróżnia się rozwiązania do:
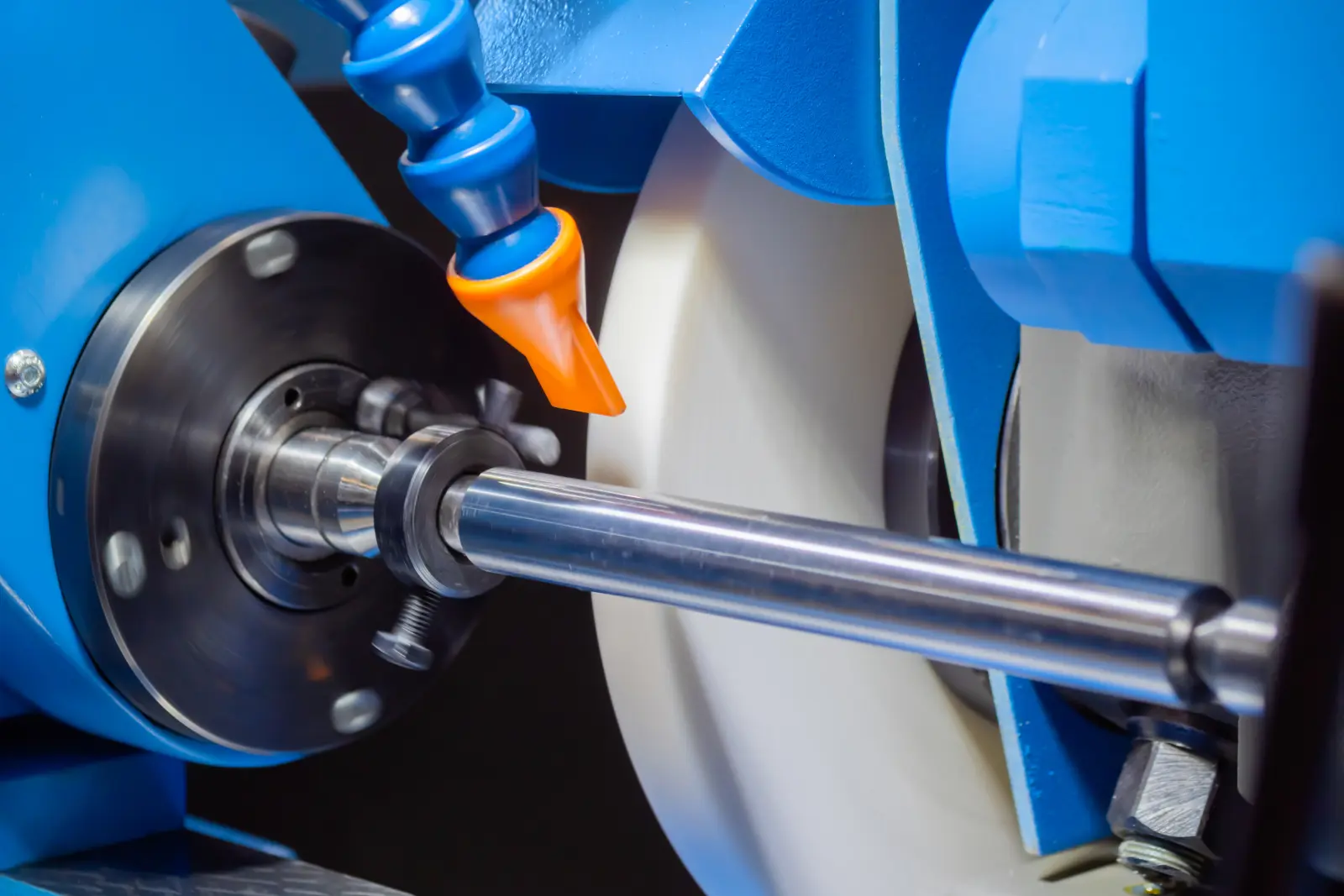
- szlifowania cylindrycznego zewnętrznego,
- szlifowania cylindrycznego wewnętrznego,
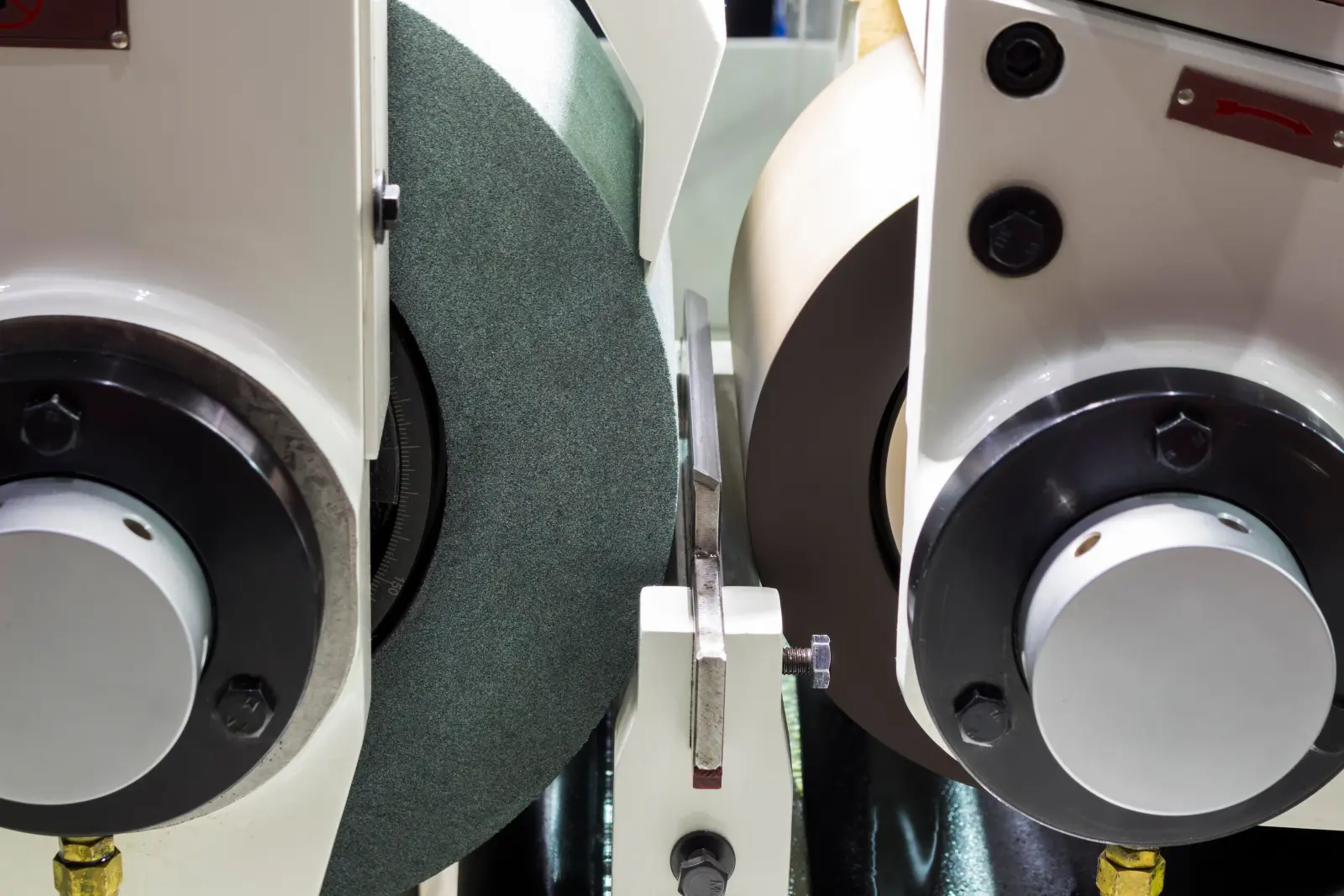
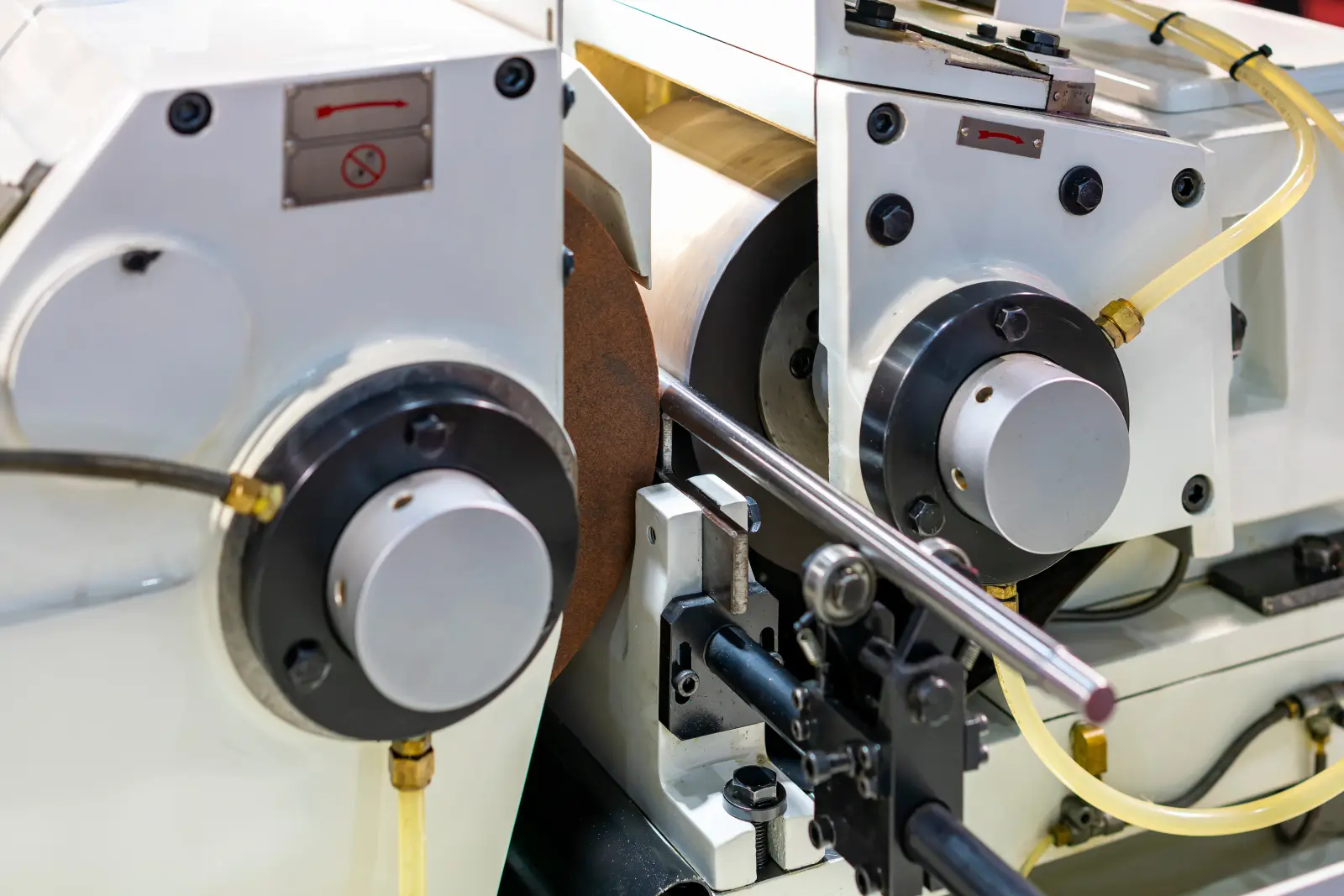
- szlifowania bezkłowego,
- szlifowania płaszczyzn,
- szlifowania gwintów,
- superfinish i obróbki dwutarczowej,
- honowania,
- ostrzenia narzędzi,
- oraz wybranych procesów specjalnych.
Takie podejście jest bardziej praktyczne dla użytkownika niż podział wyłącznie według samego kształtu ściernicy, ponieważ pozwala szybciej dopasować narzędzie do konkretnego zastosowania.
Najczęściej zadawane pytania
Jakie typy ściernic oferujecie?
Oferujemy ściernice korundowe, ściernice z węglika krzemu oraz rozwiązania premium z ziarnem ceramicznym, dobierane do konkretnego procesu szlifowania, materiału obrabianego i typu maszyny.
Czy oferujecie ściernice tylko korundowe?
Nie. Oprócz ściernic korundowych oferujemy również ściernice z węglika krzemu oraz ściernice premium z ziarnem ceramicznym do bardziej wymagających zastosowań.
Do jakich zastosowań dobieracie ściernice?
Dobieramy ściernice między innymi do szlifowania wałków, wałów, walców, otworów, płaszczyzn, bezkłowego, gwintów, rowków oraz do ostrzenia narzędzi skrawających.
Czym różnią się ściernice korundowe, z węglika krzemu i ceramiczne?
Ściernice różnią się właściwościami ziarna ściernego, agresywnością skrawania, trwałością, stabilnością pracy oraz zakresem zastosowań. Dobór zależy od materiału obrabianego, parametrów procesu i oczekiwanej jakości powierzchni.
Kiedy warto wybrać ściernicę premium z ziarnem ceramicznym?
Ściernice z ziarnem ceramicznym są szczególnie korzystne tam, gdzie liczy się wysoka wydajność, większa trwałość między obciąganiem, stabilniejszy proces i lepsza kontrola temperatury w strefie szlifowania.
Czy pomagacie dobrać ściernicę do konkretnego procesu?
Tak. Dobieramy ściernice do materiału obrabianego, typu części, rodzaju szlifowania, typu maszyny, parametrów pracy oraz oczekiwanej jakości powierzchni.
Czy oferujecie ściernice do szlifowania wałków i otworów?
Tak. Oferujemy ściernice do szlifowania wałków, wałów, walców, otworów i powierzchni wewnętrznych, zarówno do obróbki precyzyjnej, jak i do procesów seryjnych.
Czy w ofercie są ściernice do szlifowania płaszczyzn i bezkłowego?
Tak. Oferujemy ściernice do szlifowania płaszczyzn, powierzchni czołowych oraz ściernice do szlifowania bezkłowego dla różnych typów części cylindrycznych.
Czy oferujecie ściernice do ostrzenia narzędzi?
Tak. W ofercie znajdują się również ściernice do ostrzenia narzędzi skrawających oraz do prac narzędziownianych i regeneracyjnych.
Jakie informacje warto przesłać przy zapytaniu o ściernicę?
Najlepiej przesłać informacje o materiale obrabianym, typie części, rodzaju szlifowania, typie maszyny, obecnie stosowanej ściernicy oraz oczekiwanej jakości powierzchni. To pozwala dobrać możliwie najlepiej dopasowane rozwiązanie.
Powiązana oferta
- Szlifierki do kół zębatych, gwintów i ślimaków
- Szlifierki CNC do wałków
- Szlifierki CNC do otworów
- Szlifierki CNC uniwersalne, do wałków, otworów i czół
- Szlifierki bezkłowe CNC
Powiązana wiedza
- Szlifowanie bezkłowe - kompendium wiedzy o procesie i szlifierkach bezkłowych
- Szlifowanie otworów - kompendium wiedzy o procesie i szlifierkach do otworów
- Szlifowanie wałków na szlifierce kłowej CNC (szlifowanie w kłach) – kompendium o procesie i szlifierkach do wałków CNC
Jeżeli chcą Państwo dobrać odpowiednią ściernicę do konkretnego procesu, najlepiej przesłać do nas podstawowe dane dotyczące materiału obrabianego, typu części, geometrii powierzchni, rodzaju maszyny oraz oczekiwanej jakości wykończenia. Na tej podstawie dobierzemy możliwie najlepiej dopasowane rozwiązanie do procesu szlifowania.
Ściernice do szlifowania precyzyjnego znajdują zastosowanie w bardzo szerokim zakresie obróbki przemysłowej — od wałków, otworów i płaszczyzn, po gwinty, narzędzia i wybrane profile specjalne. Odpowiednio dobrana ściernica pozwala poprawić stabilność procesu, zwiększyć wydajność i uzyskać przewidywalną jakość powierzchni końcowej.