Power Skiving jest ciągłą metodą obwiedniowego nacinania kół zębatych, wielowypustów i profili specjalnych. Technologia pozwala wykonywać uzębienia wewnętrzne i zewnętrzne, proste oraz skośne. Jej charakterystyczną cechą jest synchroniczny obrót narzędzia i detalu przy osiach ustawionych pod kątem.
Proces może zapewnić znacznie wyższą produktywność niż klasyczne dłutowanie Fellowsa, szczególnie w produkcji seryjnej. Nie jest jednak rozwiązaniem uniwersalnym. Wymaga sztywnej obrabiarki, bardzo dokładnej synchronizacji wrzecion, specjalnie zaprojektowanego narzędzia oraz wcześniejszego sprawdzenia geometrii części, możliwych kolizji i sposobu odprowadzania wiórów.
Power Skiving należy rozpatrywać jako kompletny układ:
- obrabiarka,
- narzędzie,
- mocowanie,
- geometria części,
- strategia skrawania,
- chłodzenie i odprowadzanie wiórów,
- kontrola gotowego uzębienia.
Błąd w jednym z tych obszarów może prowadzić do drgań, falistości, błędów profilu, przyspieszonego zużycia narzędzia albo braku powtarzalności kolejnych części.
Co to jest Power Skiving?
Power Skiving, określany również jako gear skiving, jest procesem generowania uzębienia, w którym narzędzie i obrabiana część zachowują się kinematycznie podobnie do dwóch współpracujących kół zębatych.
Narzędzie ma postać zębnika z odpowiednio ukształtowanymi krawędziami skrawającymi. Podczas obróbki:
- narzędzie obraca się wokół własnej osi;
- obrabiany detal obraca się synchronicznie;
- osie narzędzia i detalu są względem siebie skrzyżowane;
- narzędzie przesuwa się wzdłuż szerokości wykonywanego uzębienia;
- kolejne zagłębienia promieniowe stopniowo wytwarzają pełną wysokość zęba.
W przeciwieństwie do dłutowania Fellowsa nie występuje ruch posuwisto-zwrotny narzędzia. Krawędzie skrawające pracują w sposób ciągły, co jest jednym z głównych źródeł wysokiej produktywności procesu.
Power Skiving różni się również od frezowania obwiedniowego. Narzędzie nie jest zwykłym frezem ślimakowym, a jego geometria musi zostać obliczona dla określonego detalu, kierunku obrotów, kąta skrzyżowania osi oraz kinematyki maszyny. Mechanizm skrawania jest oparty na współpracy skrzyżowanych kół śrubowych, a geometria wióra i efektywne kąty skrawania zmieniają się wzdłuż krawędzi narzędzia.

Kinematyka Power Skivingu: narzędzie i detal obracają się synchronicznie przy skrzyżowanych osiach, a posuw wzdłuż szerokości uzębienia umożliwia wygenerowanie pełnego zarysu zębów.

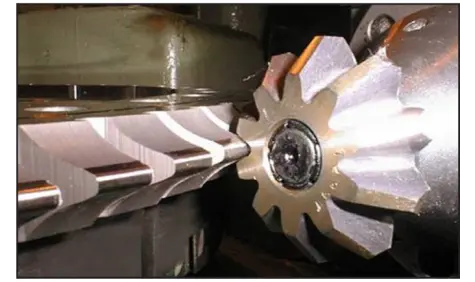
Nacięte koło zębate o uzębieniu zewnętrznym skośnym na dedykowanej maszynie do Power Skiving od EIFCO
Jak powstaje prędkość skrawania?
Prędkość skrawania w Power Skivingu powstaje wskutek względnego ruchu powierzchni narzędzia i obrabianego uzębienia. Kluczową rolę odgrywa skrzyżowanie osi narzędzia i detalu.
Gdy oba elementy obracają się w ustalonym przełożeniu, składowa ślizgowa ruchu powoduje przemieszczanie się krawędzi skrawających wzdłuż obrabianego profilu. To właśnie ten ruch umożliwia usuwanie materiału.
Na warunki skrawania wpływają jednocześnie:
- kąt skrzyżowania osi;
- średnica narzędzia;
- liczba zębów narzędzia;
- liczba zębów detalu;
- prędkości obu wrzecion;
- geometria powierzchni natarcia;
- kierunek pochylenia linii zęba;
- posuw osiowy;
- głębokość kolejnych przejść.
Kąt skrzyżowania osi nie jest parametrem wybieranym niezależnie. Musi wynikać z geometrii narzędzia i detalu, kierunku uzębienia, możliwości obrabiarki oraz dostępnej przestrzeni roboczej.
Synchronizacja narzędzia i detalu
Sterowanie obrabiarki musi utrzymywać bardzo dokładne przełożenie elektroniczne pomiędzy wrzecionem narzędzia a osią detalu. Wartość przełożenia wynika między innymi z liczby zębów obu elementów. Kierunek obrotu zależy od tego, czy wykonywane jest uzębienie wewnętrzne, czy zewnętrzne.
Nie wystarczy, że oba wrzeciona osobno osiągają wymagane prędkości katalogowe. Muszą utrzymywać wymagane przełożenie również podczas:
- wejścia narzędzia w materiał;
- pełnego obciążenia skrawaniem;
- zmiany kierunku i wartości korekcji;
- przejścia z obróbki zgrubnej do wykańczającej;
- zmian temperatury maszyny.
Niewielkie odchylenia synchronizacji mogą powodować okresowe błędy powierzchni, falistość i drgania. Większy błąd może doprowadzić do przeciążenia albo uszkodzenia narzędzia.
Kąt skrzyżowania osi
Zwiększenie kąta skrzyżowania osi może zwiększyć względną prędkość skrawania przy tej samej prędkości obwodowej. Nie oznacza to jednak, że największy dostępny kąt jest zawsze najlepszy.
Większy kąt może jednocześnie:
- zwiększyć wymagany wybieg narzędzia;
- zmienić efektywne kąty natarcia i przyłożenia;
- zwiększyć ryzyko kolizji oprawki z detalem;
- utrudnić dostęp do głębokiego uzębienia wewnętrznego;
- wymagać innej średnicy narzędzia;
- wpłynąć na grubość i kierunek powstawania wióra;
- zmniejszyć sztywność układu przy nadmiernym wysunięciu narzędzia.
Przy uzębieniu wewnętrznym możliwości zwiększania kąta są często ograniczane przez średnicę pierścienia, głębokość uzębienia, szerokość wieńca oraz powierzchnie znajdujące się w pobliżu strefy obróbki.
Przy uzębieniu zewnętrznym zwykle dostępna jest większa swoboda ustawienia, ale nadal należy sprawdzić kolizję głowicy, oprawki, narzędzia i uchwytu detalu.

Kąt skrzyżowania osi, średnica narzędzia i długość oprawki muszą zapewniać wykonanie pełnej szerokości uzębienia bez kolizji z detalem, uchwytem i powierzchniami sąsiadującymi.
Jakie uzębienia można wykonywać metodą Power Skivingu?
Power Skiving może być stosowany do wykonywania:
- kół zębatych o uzębieniu wewnętrznym;
- kół zębatych o uzębieniu zewnętrznym;
- uzębień prostych;
- uzębień skośnych;
- wielowypustów wewnętrznych;
- wielowypustów zewnętrznych;
- pierścieni zębatych;
- wieńców przekładni planetarnych;
- wałków uzębionych;
- profili sprzęgłowych;
- wybranych kół łańcuchowych;
- profili specjalnych.
Technologia jest szczególnie istotna przy uzębieniach wewnętrznych. Frez ślimakowy nie może bezpośrednio wykonywać klasycznych uzębień wewnętrznych, natomiast dłutowanie Fellowsa jest zwykle mniej wydajne ze względu na ruch posuwisto-zwrotny.
Uzębienia wewnętrzne
Przy obróbce uzębienia wewnętrznego należy sprawdzić przede wszystkim:
- średnicę wewnętrzną detalu;
- średnicę i liczbę zębów narzędzia;
- szerokość uzębienia;
- dostępną przestrzeń na wejście i wyjście;
- odległość uzębienia od dna, kołnierza lub stopnia;
- możliwość odprowadzania wiórów;
- dostęp dysz chłodziwa;
- ryzyko kolizji oprawki z detalem;
- możliwe interferencje pomiędzy zębami narzędzia i części.
Niewłaściwa relacja średnic albo liczby zębów może ograniczyć dostępny kąt skrzyżowania osi lub spowodować nieprawidłowe warunki kontaktu.
Uzębienia zewnętrzne
Power Skiving może być korzystny również przy uzębieniach zewnętrznych, zwłaszcza gdy:
- uzębienie znajduje się blisko kołnierza;
- za uzębieniem występuje stopień;
- frez ślimakowy nie ma wystarczającego wybiegu;
- detal ma być wykonany w jednym zamocowaniu;
- obróbka uzębienia ma być połączona z toczeniem, wierceniem albo frezowaniem;
- wymagana jest wysoka powtarzalność produkcji.
Dla otwartych uzębień zewnętrznych, bez powierzchni ograniczających i przy typowej wielkości serii, frezowanie obwiedniowe nadal może być rozwiązaniem prostszym i ekonomiczniejszym.
Uzębienia proste i skośne
W obu przypadkach narzędzie musi być projektowane z uwzględnieniem:
- wartości kąta pochylenia linii zęba;
- kierunku pochylenia;
- kąta skrzyżowania osi;
- kierunku obrotu narzędzia;
- kierunku obrotu detalu;
- efektywnych kątów skrawania;
- zakresu korekcji dostępnego w obrabiarce.
Narzędzie przeznaczone do jednego układu kinematycznego nie powinno być automatycznie stosowane w innej konfiguracji.


Power Skiving zewnętrznego uzębienia skośnego może umożliwić wykonanie uzębienia blisko kołnierza i połączenie kilku operacji w jednym zamocowaniu. Zdjęcie z widoku dedykowanej maszyny do Power Skiving od EIFCO.
Obróbka blisko kołnierza lub stopnia
Jedną z zalet Power Skivingu jest możliwość obróbki uzębień przy ograniczonej przestrzeni za wykonywanym profilem.
Technologia może być stosowana, gdy:
- uzębienie kończy się blisko kołnierza;
- za uzębieniem występuje stopień;
- nie ma miejsca na pełne przejście freza ślimakowego;
- ograniczona ma zostać długość podtoczenia technologicznego;
- detal nie może zostać zmieniony konstrukcyjnie.
Nie oznacza to, że Power Skiving nie potrzebuje wybiegu. Środek i krawędzie narzędzia muszą przejść przez pełną szerokość uzębienia. Należy również zapewnić miejsce na ruch wynikający ze skrzyżowania osi.
Analiza powinna uwzględniać nie tylko samą część skrawającą, ale również:
- korpus narzędzia;
- oprawkę;
- wrzeciono lub głowicę;
- uchwyt detalu;
- łapy mocujące;
- dysze chłodziwa;
- drogę powstających wiórów.
Maszyna, narzędzie i proces
Stabilnego Power Skivingu nie należy traktować wyłącznie jako zakupu narzędzia albo dodania cyklu programowego do istniejącej maszyny.
Maszyna
Obrabiarka musi zapewniać:
- odpowiednią sztywność konstrukcji;
- dokładną synchronizację obu osi obrotowych;
- wymagane prędkości obrotowe;
- odpowiedni moment przy prędkości roboczej;
- stabilność termiczną;
- małe bicie wrzeciona i oprawki;
- możliwość ustawienia kąta skrzyżowania osi;
- precyzyjne prowadzenie osi posuwowych;
- dostęp do strefy obróbki;
- skuteczne podawanie chłodziwa lub powietrza;
- możliwość wprowadzania korekcji profilu i linii zęba.
Narzędzie
Narzędzie musi być dopasowane do:
- geometrii wykonywanego uzębienia;
- całej konstrukcji detalu;
- konfiguracji obrabiarki;
- kąta skrzyżowania osi;
- kierunku obrotów;
- sposobu mocowania;
- materiału i twardości części;
- strategii wejścia i kolejnych przejść;
- sposobu chłodzenia;
- oczekiwanej jakości uzębienia.
Proces
Strategia procesu określa między innymi:
- liczbę przejść;
- głębokość kolejnych zagłębień;
- prędkość skrawania;
- posuw osiowy;
- sposób wejścia w materiał;
- przejścia zgrubne i wykańczające;
- odprowadzanie wiórów;
- częstotliwość kontroli;
- kryterium wymiany lub ostrzenia narzędzia.
Power Skiving koła zębatego na dedykowanej maszynie CNC EIFCO
Film pokazuje synchroniczną pracę narzędzia i detalu przy skrzyżowanych osiach. Ciągły obrót obu elementów oraz posuw wzdłuż szerokości uzębienia umożliwiają wydajne generowanie profilu zębów.
Dedykowane maszyny do Power Skivingu muszą łączyć wysoką sztywność z dokładną synchronizacją osi, odpowiednim momentem, kontrolowanym chłodzeniem i możliwością korekcji procesu.
Maszyny dedykowane i centra wielozadaniowe
Power Skiving może być realizowany na dwóch podstawowych grupach maszyn.
Dedykowane maszyny do Power Skivingu
Ich kinematyka, wrzeciona, sterowanie i konstrukcja przestrzeni roboczej są projektowane z myślą o procesie generowania uzębień.
Zaletami mogą być:
- wysoka sztywność;
- przewidywalna synchronizacja;
- odpowiedni zakres prędkości i momentu;
- stabilność termiczna;
- przygotowane cykle technologiczne;
- kontrolowane ustawianie osi;
- przemyślany system chłodzenia i usuwania wiórów;
- łatwiejsze wdrożenie produkcji seryjnej.
Centra tokarskie i obróbkowe
Power Skiving może być wykonywany również na wybranych centrach wielozadaniowych, jeżeli ich konstrukcja i sterowanie zapewniają wymagane warunki.
Samo posiadanie dwóch osi obrotowych albo odpowiedniego oprogramowania nie jest wystarczające. Należy potwierdzić:
- synchronizację przy rzeczywistych prędkościach roboczych;
- moment obu wrzecion;
- sztywność głowicy i mocowania;
- zakres kąta osi;
- możliwość kompensacji położenia narzędzia;
- dostępny wybieg;
- bicie oprawki;
- sposób doprowadzenia chłodziwa.
Zaletą centrum wielozadaniowego jest możliwość wykonania toczenia, wiercenia, frezowania i uzębienia w jednym zamocowaniu. Ogranicza to liczbę operacji i błędy wynikające z ponownego bazowania części.
Narzędzia do Power Skivingu
Narzędzie do Power Skivingu przypomina zębnik lub dłutak Fellowsa, ale jego geometria jest projektowana dla innej kinematyki.
Na rynku spotykane są nazwy:
- narzędzie do Power Skivingu;
- frez do Power Skivingu;
- dłutak do Power Skivingu;
- Power Skiving cutter;
- skiving cutter.
Najbardziej jednoznacznym określeniem jest „narzędzie do Power Skivingu”. Określenie „dłutak” wynika z podobieństwa wizualnego, ale nie oznacza, że zwykły dłutak Fellowsa może zostać użyty w procesie Power Skivingu.
Narzędzie nie jest uniwersalne. Jego projekt zależy między innymi od:
- modułu;
- liczby zębów detalu;
- kąta przyporu;
- kąta pochylenia linii zęba;
- przesunięcia zarysu;
- wymaganych modyfikacji;
- liczby zębów narzędzia;
- średnicy narzędzia;
- kąta skrzyżowania osi;
- sposobu mocowania;
- konfiguracji maszyny;
- strategii skrawania.
Producenci narzędzi, w tym CTI, podkreślają konieczność projektowania rozwiązania do konkretnej aplikacji oraz późniejszego utrzymania geometrii poprzez kontrolowane ostrzenie i regenerację.
Szczegółowe informacje o dostępnych konstrukcjach, materiałach, powłokach, klasach dokładności i regeneracji znajdują się na stronie narzędzi do Power Skivingu.

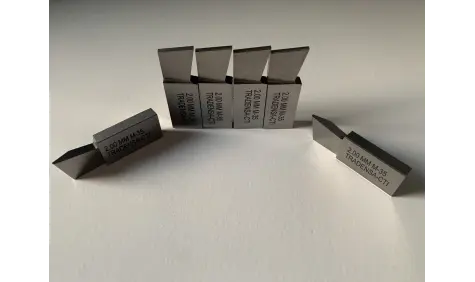
Przykładowe narzędzie talerzowe do Power Skivingu o dedykowanej geometrii pod określony detal.
Konstrukcje narzędzi
Narzędzia trzpieniowe
Narzędzie trzpieniowe ma integralną część mocującą. Konstrukcja może zapewniać wysoką sztywność i powtarzalność zamocowania, szczególnie przy mniejszych średnicach narzędzia.
Projekt musi określać:
- średnicę i długość chwytu;
- powierzchnie bazowe;
- sposób przenoszenia momentu;
- maksymalne wysunięcie;
- dopuszczalne bicie;
- sposób montażu w obrabiarce.

Narzędzie trzpieniowe z integralnym chwytem, projektowane do konkretnego wrzeciona i geometrii detalu.
Narzędzia talerzowe i krążkowe
Narzędzia talerzowe są montowane na trzpieniu albo dedykowanej oprawce. Należy uzgodnić:
- średnicę otworu;
- powierzchnie czołowe;
- kołnierz oprawki;
- wpust lub inne zabezpieczenie;
- przenoszenie momentu;
- bicie po zamocowaniu.

Narzędzie talerzowe przeznaczone do montażu na trzpieniu lub dedykowanej oprawce maszyny.
Narzędzia garnkowe
Konstrukcja garnkowa może odsunąć część skrawającą od powierzchni mocującej. Pomaga to w dostępie do głębiej położonych uzębień albo w omijaniu fragmentów detalu.
Większa długość i głębokość korpusu mogą jednak zmniejszać sztywność, dlatego konstrukcja musi zostać sprawdzona pod kątem drgań.

Konstrukcja garnkowa odsuwająca część skrawającą od powierzchni mocującej i ułatwiająca dostęp do uzębienia.
Konstrukcje specjalne
Narzędzia specjalne mogą być projektowane dla:
- ograniczonej przestrzeni roboczej;
- istniejącej oprawki;
- nietypowego kierunku odprowadzania wiórów;
- profilu specjalnego;
- konkretnego cyklu maszyny;
- szczególnych powierzchni sąsiadujących.
Materiał narzędzia i powłoka
Narzędzia do Power Skivingu są wykonywane między innymi z wysokowydajnych stali szybkotnących i proszkowych stali szybkotnących. Dla wybranych aplikacji mogą być stosowane także narzędzia z węglika spiekanego.
Dobór materiału powinien uwzględniać:
- materiał obrabianej części;
- twardość detalu;
- geometrię narzędzia;
- prędkość skrawania;
- liczbę przejść;
- obciążenie krawędzi;
- chłodzenie;
- wielkość serii;
- planowaną liczbę ostrzeń.
Powłoka PVD jest elementem całego systemu narzędziowego. Nie należy wybierać jej wyłącznie na podstawie koloru lub katalogowej twardości.
Na wynik wpływają jednocześnie:
- materiał bazowy;
- obróbka cieplna;
- geometria krawędzi;
- przygotowanie powierzchni;
- powłoka;
- sposób chłodzenia;
- parametry skrawania.
Po ostrzeniu może być wymagane ponowne przygotowanie krawędzi oraz nałożenie nowej powłoki.

Przykładowe narzędzi do Power Skiving z węglika spiekanego, wykonane z monolitycznego pręta węglikowego

Powlekane narzędzie talerzowe do Power Skivingu; rodzaj powłoki musi być dobrany do materiału części i warunków procesu.
Jak przebiega proces Power Skivingu?
1. Analiza dokumentacji
Przed rozpoczęciem projektu należy przeanalizować pełny rysunek detalu, a nie wyłącznie tabelę uzębienia.
Sprawdzane są:
- parametry uzębienia;
- materiał i twardość;
- normy i klasy jakości;
- powierzchnie bazowe;
- kołnierze i stopnie;
- otwory oraz wybrania;
- dostępny wybieg;
- sposób mocowania;
- wielkość planowanej serii.
2. Symulacja geometrii i kolizji
Symulacja powinna potwierdzić:
- poprawność wynikowego profilu;
- brak interferencji zębów;
- dostępne kąty natarcia i przyłożenia;
- możliwość wejścia i wyjścia narzędzia;
- brak kolizji korpusu i oprawki;
- możliwy zakres ostrzenia narzędzia;
- kierunek formowania i odprowadzania wiórów.
Badania nad projektowaniem narzędzi do Power Skivingu wykorzystują modele geometryczne i kinematyczne właśnie w celu ograniczenia interferencji oraz zachowania odpowiednich warunków pracy krawędzi.
3. Przygotowanie maszyny i mocowania
Należy sprawdzić:
- bicie wrzeciona;
- bicie oprawki;
- bicie narzędzia po zamontowaniu;
- sztywność uchwytu detalu;
- podparcie części;
- odległość narzędzia od powierzchni ograniczających;
- ustawienie dysz chłodziwa;
- stabilność cieplną maszyny.
4. Wstępne przejścia zgrubne
Pełna głębokość uzębienia jest zazwyczaj uzyskiwana w kilku przejściach. Podział naddatku zależy od modułu, szerokości uzębienia, materiału części, konstrukcji narzędzia i sztywności układu.
Zbyt duże obciążenie pojedynczego przejścia może powodować:
- drgania;
- przeciążenie krawędzi;
- wykruszenia;
- błędy profilu;
- nadmierne ugięcie narzędzia lub detalu.
5. Przejście wykańczające
Przejście wykańczające służy uzyskaniu wymaganej grubości zęba, profilu, linii zęba i jakości powierzchni.
Nie należy jednak oczekiwać, że przejście wykańczające automatycznie usunie błąd wynikający z:
- niewłaściwej synchronizacji;
- drgań;
- dużego bicia;
- błędnego ustawienia osi;
- niepoprawnej geometrii narzędzia.
Jeżeli przyczyna okresowego błędu pozostaje aktywna, kolejne przejście może odtworzyć podobną falistość.
6. Odprowadzanie wiórów
Wióry powstające w uzębieniu wewnętrznym mogą pozostawać w zamkniętej przestrzeni detalu. Ponowne przecięcie utwardzonego lub zgniecionego wióra przyspiesza zużycie krawędzi i pogarsza powierzchnię.
Należy kontrolować:
- kierunek chłodziwa;
- ciśnienie i wydatek;
- odległość dyszy od strefy skrawania;
- orientację detalu;
- przestrzeń na odpływ wiórów;
- ewentualne użycie sprężonego powietrza;
- odbijanie wiórów od dna lub uchwytu.
7. Kontrola pierwszej części
Pierwsza część powinna zostać sprawdzona pod względem:
- grubości zęba;
- profilu;
- linii zęba;
- podziałki;
- bicia;
- chropowatości;
- obecności śladów drgań;
- zgodności z wymiarem przez wałeczki lub kulki.
8. Nadzór nad zużyciem narzędzia
Trwałość najlepiej oceniać na podstawie liczby wykonanych części i stanu krawędzi, a nie wyłącznie czasu pracy maszyny.
Należy dokumentować:
- liczbę części;
- materiał i twardość partii;
- parametry procesu;
- stan powierzchni przyłożenia;
- wykruszenia;
- narost na ostrzu;
- zmiany jakości uzębienia;
- historię ostrzeń.
Obróbka Power Skiving na miękko i na twardo
Power Skiving jest najczęściej stosowany do obróbki części przed hartowaniem. W takim przypadku uzębienie jest wykonywane w materiale miękkim lub ulepszonym do poziomu umożliwiającego stabilne skrawanie.
Rozwój sztywnych maszyn, narzędzi węglikowych, powłok i oprogramowania umożliwia również twardy Power Skiving w wybranych zastosowaniach.
Proces po obróbce cieplnej może być rozważany, gdy:
- twardość materiału mieści się w zakresie zaakceptowanym dla narzędzia;
- pozostawiono kontrolowany naddatek;
- maszyna zapewnia bardzo wysoką sztywność;
- mocowanie części jest stabilne;
- bicie narzędzia jest minimalne;
- możliwa jest kompensacja odkształceń hartowniczych;
- wymagania jakościowe zostały potwierdzone próbami.
Power Skiving na twardo, po obróbce cieplnej, może w wybranych aplikacjach ograniczyć albo zastąpić niektóre operacje szlifowania i honowania, szczególnie przy uzębieniach wewnętrznych, do których dostęp ściernicy jest utrudniony. Nie oznacza to jednak pełnej zamienności tych technologii.
Szlifowanie pozostaje właściwym wyborem, gdy wymagane są bardzo wysoka dokładność, mała chropowatość, precyzyjne modyfikacje profilu i linii zęba albo usunięcie większych odkształceń powstałych podczas obróbki cieplnej. Możliwość zastąpienia szlifowania twardym Power Skivingiem musi być każdorazowo potwierdzona próbami technologicznymi i pomiarami wykonanych części.
Jakie problemy mogą wystąpić w Power Skivingu?
Falistość powierzchni
Możliwe przyczyny:
- błąd synchronizacji;
- niewystarczająca sztywność;
- niekorzystna kombinacja liczby zębów;
- bicie narzędzia;
- nadmierne wysunięcie oprawki;
- niewłaściwe parametry skrawania.
Błąd profilu
Sprawdzenia wymagają:
- dane geometryczne narzędzia;
- przełożenie elektroniczne;
- ustawienie osi;
- korekcje programu;
- geometria po ostrzeniu;
- bicie narzędzia;
- stan krawędzi.
Błąd linii zęba
Możliwe źródła:
- niewłaściwy kąt skrzyżowania;
- błąd prowadzenia osi posuwowej;
- ugięcie narzędzia lub detalu;
- zmiany temperatury;
- nieprawidłowa korekcja linii zęba.
Drgania i nadmierny hałas
Należy sprawdzić:
- wysunięcie narzędzia;
- sztywność oprawki;
- mocowanie detalu;
- prędkość;
- posuw;
- rozkład przejść;
- bicie;
- stan łożysk i wrzecion.
Szybkie zużycie powierzchni przyłożenia
Możliwe przyczyny:
- zbyt wysoka prędkość;
- nieodpowiednia powłoka;
- niewłaściwe chłodzenie;
- większa niż zakładana twardość detalu;
- bicie;
- ponowne skrawanie wiórów.
Wykruszenia krawędzi
Możliwe przyczyny:
- agresywne wejście;
- drgania;
- niestabilne mocowanie;
- przerwy w skrawaniu;
- za duża głębokość przejścia;
- zbyt krucha geometria krawędzi.
Wióry pozostające w uzębieniu
Należy zweryfikować:
- ukierunkowanie dysz;
- przepływ chłodziwa;
- orientację części;
- przestrzeń odpływu;
- konstrukcję narzędzia;
- możliwość wydmuchiwania wiórów.
Kontrola narzędzia do Power Skivingu CTI na maszynie pomiarowej Klingelnberg
Kontrola może obejmować profil i linię zęba, podziałkę, bicie oraz pozostałe parametry określone na zatwierdzonym rysunku narzędzia. Wynik procesu zależy jednak również od dokładności obrabiarki, mocowania i synchronizacji osi.
Zalety Power Skivingu
Wysoka produktywność
Ciągły obrót narzędzia może zapewnić krótszy czas obróbki niż proces posuwisto-zwrotny, szczególnie w produkcji seryjnej.
Obróbka uzębień wewnętrznych
Jest to jedno z najważniejszych zastosowań technologii, zwłaszcza przy pierścieniach przekładni planetarnych i wielowypustach wewnętrznych.
Uzębienia zewnętrzne i wewnętrzne na jednej platformie
Odpowiednio skonfigurowana maszyna może realizować oba rodzaje uzębień bez konieczności stosowania zupełnie różnych obrabiarek.
Obróbka blisko kołnierza
Proces może wymagać mniejszego wybiegu niż frezowanie obwiedniowe, choć nadal konieczna jest przestrzeń na pełne przejście narzędzia.
Wykonanie części w jednym zamocowaniu
Na centrum wielozadaniowym możliwe jest połączenie Power Skivingu z toczeniem, wierceniem i frezowaniem.
Większa elastyczność niż przeciąganie
Zmiana profilu nie wymaga długiego przeciągacza obejmującego wszystkie stopnie skrawające. Nadal konieczne jest jednak specjalne narzędzie do konkretnej aplikacji.
Możliwość korekcji procesu
Nowoczesne sterowania umożliwiają wprowadzanie korekcji wpływających na profil, linię zęba lub grubość zęba, w zakresie przewidzianym przez producenta maszyny i narzędzia.
Power Skiving jako wydajniejszą alternatywę dla dłutowania i bardziej elastyczną od przeciągania, pod warunkiem prawidłowego połączenia maszyny, narzędzia, symulacji i procesu.
Wady i ograniczenia Power Skivingu
Wysokie wymagania wobec maszyny
Proces wymaga znacznie więcej niż obecności dwóch osi obrotowych. Kluczowa jest synchronizacja pod obciążeniem, sztywność, moment i stabilność termiczna.
Specjalne narzędzie
Narzędzie jest projektowane dla określonej aplikacji. Nie zapewnia takiej uniwersalności jak typowy frez ślimakowy stosowany do wielu liczb zębów o tym samym module i kącie przyporu.
Wyższy koszt wdrożenia
Koszt może obejmować:
- narzędzie;
- oprawkę;
- oprogramowanie;
- uruchomienie cyklu;
- symulację;
- próby;
- wyposażenie chłodzące;
- kontrolę pomiarową.
Ryzyko kolizji
Skrzyżowanie osi powoduje, że oprócz części skrawającej należy analizować cały korpus narzędzia, oprawkę i głowicę maszyny.
Wrażliwość na bicie i ugięcia
Małe odchylenia mogą zostać odwzorowane na powierzchni zębów.
Trudniejsze odprowadzanie wiórów
Problem jest szczególnie ważny w uzębieniach wewnętrznych oraz częściach zamkniętych z jednej strony.
Złożone projektowanie narzędzia
Geometria krawędzi, kąty robocze i możliwość ostrzenia wymagają obliczeń oraz symulacji.
Ograniczona opłacalność w produkcji jednostkowej
Przy jednej części albo bardzo małej serii prostsze może być dłutowanie, frezowanie kształtowe lub wykorzystanie istniejącego procesu.
Power Skiving a inne technologie
| Technologia | Najważniejsze zastosowanie | Główne zalety | Najważniejsze ograniczenia |
| Power Skiving | Uzębienia wewnętrzne i zewnętrzne, serie powtarzalne | Wysoka produktywność, ciągły proces, możliwość jednego zamocowania | Wysokie wymagania wobec maszyny, specjalne narzędzie, złożona kinematyka |
| Dłutowanie Fellowsa | Uzębienia wewnętrzne, małe i średnie serie | Uniwersalność, prostsze wdrożenie, niewielki wybieg | Niższa produktywność wynikająca z ruchu posuwisto-zwrotnego |
| Frezowanie obwiedniowe | Otwarte uzębienia zewnętrzne | Uniwersalność freza, szeroka dostępność maszyn, wydajny proces | Brak klasycznej obróbki uzębień wewnętrznych, wymagany wybieg |
| Przeciąganie | Duże serie uzębień wewnętrznych | Bardzo krótki czas cyklu i wysoka powtarzalność | Kosztowne, długie narzędzie przypisane do konkretnego profilu |
| Frezowanie kształtowe | Prototypy, naprawy, profile specjalne | Możliwość wykonania na uniwersalnych centrach, elastyczność | Mniejsza produktywność i zależność profilu od kształtu narzędzia |
| Szlifowanie uzębień | Precyzyjna obróbka wykańczająca po hartowaniu | Wysoka dokładność, dobra jakość powierzchni i możliwość korekcji odkształceń hartowniczych | Wyższy koszt procesu, ściernic i maszyny oraz ograniczenia przy trudno dostępnych uzębieniach wewnętrznych |
Power Skiving a dłutowanie Fellowsa
Power Skiving i dłutowanie Fellowsa mogą być stosowane do wykonywania uzębień wewnętrznych i zewnętrznych, prostych oraz skośnych. Obie technologie wykorzystują narzędzie o geometrii zbliżonej do zębnika, jednak różnią się kinematyką procesu i wymaganiami wobec obrabiarki.
W dłutowaniu Fellowsa narzędzie wykonuje ruch posuwisto-zwrotny. Materiał jest usuwany podczas ruchu roboczego, natomiast ruch powrotny nie uczestniczy w skrawaniu. W Power Skivingu narzędzie i detal obracają się w sposób ciągły i zsynchronizowany, a prędkość skrawania powstaje wskutek skrzyżowania ich osi.
Power Skiving może zapewnić wyższą produktywność, szczególnie przy powtarzalnej produkcji seryjnej. Wymaga jednak sztywnej maszyny, precyzyjnej synchronizacji wrzecion, odpowiedniego kąta skrzyżowania osi oraz narzędzia zaprojektowanego do konkretnego detalu i konfiguracji obrabiarki.
Dłutowanie Fellowsa może być korzystniejsze, gdy:
- wykonywane są małe lub średnie serie;
- produkcja obejmuje wiele różnych detali;
- dostępna maszyna nie umożliwia stabilnego Power Skivingu;
- priorytetem jest niższy koszt wdrożenia;
- wykonywane są części remontowe lub jednostkowe;
- istnieją już odpowiednie dłutaki i oprzyrządowanie;
- wymagane jest narzędzie o prostszej konstrukcji i łatwiejszej regeneracji.
Power Skiving warto rozważyć, gdy czas dłutowania jest zbyt długi, seria uzasadnia wykonanie specjalnego narzędzia, a obrabiarka zapewnia odpowiednią kinematykę, sztywność i dokładność synchronizacji.
Więcej informacji znajduje się w artykule Dłutowanie kół zębatych i wielowypustów – dłutaki Fellowsa.
Power Skiving a frezowanie obwiedniowe
Frezowanie obwiedniowe frezem ślimakowym jest jedną z podstawowych metod wykonywania otwartych uzębień zewnętrznych. Frez ślimakowy może zwykle obrabiać koła o różnych liczbach zębów, jeżeli zachowane są zgodne parametry modułu, kąta przyporu i rodzaju uzębienia.
Narzędzie do Power Skivingu jest znacznie silniej związane z konkretną aplikacją. Jego geometria zależy między innymi od liczby zębów detalu, średnicy narzędzia, kąta skrzyżowania osi, kierunku obrotów oraz możliwości obrabiarki.
Frezowanie obwiedniowe może być korzystniejsze, gdy:
- wykonywane jest typowe uzębienie zewnętrzne;
- detal zapewnia odpowiedni wybieg freza;
- wymagane jest wykorzystanie jednego narzędzia do kilku liczb zębów;
- istniejąca frezarka obwiedniowa spełnia wymagania produkcyjne;
- koszt specjalnego narzędzia do Power Skivingu nie jest uzasadniony wielkością serii.
Power Skiving ma przewagę, gdy:
- wykonywane jest uzębienie wewnętrzne;
- uzębienie zewnętrzne znajduje się blisko kołnierza lub stopnia;
- frez ślimakowy nie ma wystarczającego wybiegu;
- toczenie, wiercenie i nacinanie uzębienia mają zostać wykonane w jednym zamocowaniu;
- konieczne jest ograniczenie liczby operacji i ponownego bazowania części.
Power Skiving nie zastępuje automatycznie frezowania obwiedniowego. Dla otwartych uzębień zewnętrznych frez ślimakowy nadal może zapewniać prostszy proces, większą uniwersalność i niższy koszt narzędziowy.
Więcej informacji znajduje się w artykule Frezowanie obwiedniowe kół zębatych i wielowypustów – frezy ślimakowe.
Power Skiving a przeciąganie
Przeciąganie jest stosowane przede wszystkim do seryjnej produkcji uzębień wewnętrznych, wielowypustów, rowków i profili specjalnych. Przeciągacz ma wiele kolejnych zębów skrawających, które stopniowo usuwają naddatek i w jednym przejściu wytwarzają gotowy profil.
Przy bardzo dużej liczbie identycznych części przeciąganie może zapewnić wyjątkowo krótki czas cyklu i wysoką powtarzalność. Ograniczeniem jest wysoki koszt długiego narzędzia przypisanego do konkretnego profilu oraz konieczność zastosowania odpowiedniej przeciągarki.
Power Skiving może być korzystniejsze, gdy:
- wielkość serii nie uzasadnia kosztu przeciągacza;
- produkowanych jest kilka wariantów podobnych części;
- profil albo wymiar detalu może ulegać zmianom;
- wymagane jest wykonanie kilku operacji w jednym zamocowaniu;
- dostępna jest odpowiednia maszyna do Power Skivingu;
- długość lub konstrukcja przeciągacza byłaby problematyczna.
Przeciąganie może pozostać lepszym wyborem, gdy:
- produkowane są bardzo duże serie identycznych części;
- profil pozostaje niezmienny przez cały okres produkcji;
- najważniejszy jest możliwie najkrótszy czas jednostkowy;
- koszt specjalnego przeciągacza może zostać rozłożony na dużą liczbę detali.
Zobacz również ofertę przeciągaczy i przepychaczy do wielowypustów, otworów oraz profili specjalnych.
Power Skiving a frezowanie kształtowe
W frezowaniu kształtowym profil uzębienia jest odwzorowywany bezpośrednio przez geometrię freza. Stosowane mogą być między innymi frezy krążkowe modułowe, frezy palcowe oraz narzędzia specjalne wykonywane według rysunku detalu.
Technologia może być odpowiednia do:
- prototypów;
- pojedynczych części;
- napraw;
- małych serii;
- profili specjalnych;
- detali wykonywanych na uniwersalnych centrach obróbkowych;
- zastosowań, w których przygotowanie procesu Power Skivingu byłoby nieopłacalne.
Frezowanie kształtowe jest zwykle mniej produktywne w seryjnym wykonywaniu pełnych uzębień. W zależności od procesu może wymagać indeksowania kolejnych wrębów, a dokładność profilu zależy bezpośrednio od geometrii i stanu narzędzia.
Power Skiving może zapewnić większą produktywność i bardziej równomierne generowanie profilu, lecz wymaga znacznie bardziej zaawansowanej kinematyki maszyny, synchronizacji osi i narzędzia obliczonego dla konkretnej aplikacji.
Jeżeli geometria detalu i dostęp do uzębienia na to pozwalają, alternatywą mogą być frezy kształtowe krążkowe modułowe i palcowe do kół zębatych.
Power Skiving a szlifowanie uzębień
Klasyczny Power Skiving jest najczęściej stosowany do nacinania uzębienia przed obróbką cieplną. Szlifowanie uzębień służy przede wszystkim do dokładnej obróbki wykańczającej po hartowaniu. Technologie zazwyczaj występują więc na różnych etapach procesu produkcyjnego i nie zawsze są bezpośrednimi zamiennikami.
Porównanie staje się istotne w przypadku Power Skivingu na twardo. W wybranych zastosowaniach proces może służyć do usuwania kontrolowanego naddatku po obróbce cieplnej, korygowania części odkształceń hartowniczych oraz poprawy profilu i linii zęba.
Power Skiving po hartowaniu może być szczególnie interesujący przy uzębieniach wewnętrznych, dla których dostęp ściernicy jest ograniczony przez średnicę otworu, szerokość uzębienia, kołnierze lub inne elementy konstrukcyjne detalu.
Szlifowanie pozostaje zwykle preferowane, gdy wymagane są:
- bardzo wysoka dokładność uzębienia;
- mała chropowatość powierzchni;
- precyzyjne modyfikacje profilu i linii zęba;
- stabilne usuwanie odkształceń po hartowaniu;
- większy albo nierównomierny naddatek;
- potwierdzona i powtarzalna obróbka wykańczająca.
Power Skiving na twardo może być korzystniejszy, gdy:
- wykonywane jest trudno dostępne uzębienie wewnętrzne;
- pozostawiono równomierny i kontrolowany naddatek;
- maszyna zapewnia bardzo wysoką sztywność i dokładność;
- bicie narzędzia i detalu jest minimalne;
- najważniejsza jest produktywność;
- możliwość uzyskania wymaganej jakości została potwierdzona próbami i pomiarami.
Power Skiving po obróbce cieplnej nie powinien być traktowany jako uniwersalny zamiennik szlifowania. Wybór technologii musi uwzględniać wymaganą klasę jakości, chropowatość, twardość materiału, wielkość naddatku, geometrię detalu, dostęp do uzębienia oraz możliwości pomiarowe.
Zobacz również nasze szlifierki CNC do kół zębatych, gwintów i ślimaków.
Jak wybrać odpowiednią technologię obróbki uzębienia?
Nie istnieje jedna metoda najlepsza dla każdego koła zębatego albo wielowypustu. Wybór powinien wynikać z całkowitego kosztu wykonania części oraz możliwości stabilnego osiągnięcia wymaganej jakości.
Podczas porównania technologii należy uwzględnić:
- uzębienie wewnętrzne albo zewnętrzne;
- uzębienie proste albo skośne;
- moduł i liczbę zębów;
- szerokość uzębienia;
- materiał i twardość detalu;
- etap procesu technologicznego;
- wymaganą klasę dokładności;
- chropowatość powierzchni;
- dostępny wybieg;
- kołnierze, stopnie i powierzchnie sąsiadujące;
- wielkość jednej partii;
- roczną liczbę części;
- liczbę wariantów detalu;
- koszt narzędzia;
- dostępność odpowiedniej maszyny;
- czas przygotowania i uruchomienia procesu;
- możliwość ostrzenia i regeneracji narzędzia;
- sposób kontroli wykonanego uzębienia.
Power Skiving jest jedną z dostępnych metod. Powinien być wybierany wtedy, gdy jego zalety technologiczne i ekonomiczne są potwierdzone dla konkretnej części, maszyny i wielkości produkcji.
Kiedy warto zastosować Power Skiving?
Power Skiving warto rozważyć, gdy:
- wykonywane jest uzębienie wewnętrzne;
- czas klasycznego dłutowania Fellowsa jest zbyt długi;
- produkowana seria uzasadnia zastosowanie specjalnego narzędzia;
- uzębienie znajduje się blisko kołnierza lub stopnia;
- frez ślimakowy nie ma wystarczającego wybiegu;
- detal ma być wykonany w jednym zamocowaniu;
- toczenie, wiercenie, frezowanie i nacinanie uzębienia mają być połączone na jednej maszynie;
- koszt przeciągacza jest zbyt wysoki w stosunku do wielkości serii;
- produkowanych jest kilka wariantów podobnego detalu;
- maszyna zapewnia odpowiednią synchronizację, moment i sztywność;
- wymagane jest ograniczenie liczby operacji i błędów ponownego bazowania;
- potrzebna jest powtarzalna produkcja seryjna;
- rozważane jest wykańczanie twardego uzębienia wewnętrznego, którego szlifowanie jest utrudnione lub nieopłacalne.
Każda aplikacja wymaga jednak analizy geometrii, kolizji, dostępnego kąta skrzyżowania osi, konstrukcji narzędzia i sposobu usuwania wiórów.
Kiedy Power Skiving może nie być najlepszym wyborem?
Proces może być nieoptymalny, gdy:
- wykonywana jest pojedyncza część;
- seria jest zbyt mała, aby uzasadnić koszt specjalnego narzędzia i wdrożenia;
- istniejący proces już zapewnia wymaganą jakość i produktywność;
- obrabiarka nie utrzymuje wymaganej synchronizacji pod obciążeniem;
- dostępny moment wrzeciona jest niewystarczający;
- układ maszyna–oprawka–narzędzie–detal ma zbyt małą sztywność;
- narzędzie musi być nadmiernie wysunięte;
- geometria części powoduje niemożliwą do usunięcia kolizję;
- nie można zapewnić pełnego przejścia części skrawającej;
- nie ma możliwości skutecznego odprowadzania wiórów;
- zastosowanie standardowego freza ślimakowego jest prostsze i tańsze;
- bardzo dużą serię można ekonomiczniej wykonać przeciąganiem;
- wymagana dokładność i jakość powierzchni mogą być stabilniej uzyskane przez szlifowanie;
- po hartowaniu pozostaje zbyt duży albo nierównomierny naddatek;
- brakuje możliwości odpowiedniej kontroli wykonanego uzębienia.
Oceniając opłacalność, należy uwzględnić nie tylko czas skrawania, ale również koszt narzędzia, oprawki, programu, symulacji, prób, pomiarów, ostrzenia, powlekania i ewentualnych przestojów.
Jakie dane są potrzebne do oceny wykonalności Power Skivingu?
Do wstępnej analizy należy przesłać możliwie pełną dokumentację detalu oraz dane obrabiarki.
Dane uzębienia
- uzębienie wewnętrzne albo zewnętrzne;
- liczba zębów;
- moduł normalny lub czołowy;
- DP albo CP;
- kąt przyporu;
- kąt pochylenia linii zęba;
- kierunek pochylenia;
- przesunięcie zarysu;
- średnica głów;
- średnica stóp;
- szerokość uzębienia;
- grubość zęba;
- wymiar przez wałeczki lub kulki;
- wymagany luz;
- modyfikacje profilu;
- modyfikacje linii zęba;
- norma i wymagana klasa jakości.
Dane detalu
- pełny rysunek wykonawczy;
- model 3D;
- materiał;
- twardość przed obróbką;
- twardość po obróbce cieplnej;
- rodzaj obróbki cieplnej;
- kołnierze, stopnie i podtoczenia;
- powierzchnie sąsiadujące z uzębieniem;
- dostępne miejsce na wejście i wyjście narzędzia;
- powierzchnie bazowe;
- przewidywana wielkość partii;
- roczna liczba części.
Dane obrabiarki
- producent i model maszyny;
- typ sterowania;
- dostępność cyklu Power Skivingu;
- zakres ustawienia kąta skrzyżowania osi;
- maksymalna prędkość wrzeciona narzędzia;
- maksymalna prędkość osi detalu;
- dostępny moment i moc;
- typ interfejsu narzędziowego;
- dopuszczalna średnica narzędzia;
- dopuszczalna długość narzędzia;
- sposób podawania chłodziwa;
- możliwość chłodzenia przez narzędzie;
- dostępne korekcje profilu i linii zęba.
Dane mocowania
- rysunek oprawki narzędzia;
- rysunek uchwytu detalu;
- sposób bazowania części;
- sposób przenoszenia momentu;
- przewidywane bicie;
- maksymalne wysunięcie narzędzia;
- sposób podparcia detalu;
- położenie elementów mocujących względem uzębienia.
Brak pełnego rysunku części może uniemożliwić prawidłową ocenę kolizji, nawet jeżeli znane są wszystkie podstawowe parametry uzębienia.
Najczęściej zadawane pytania
Czy Power Skiving jest zawsze szybszy od dłutowania Fellowsa?
Nie. W prawidłowo dobranej aplikacji może być znacznie bardziej produktywny, ale wynik zależy od szerokości uzębienia, liczby przejść, materiału, geometrii narzędzia, sztywności obrabiarki i czasu czynności pomocniczych.
Czy Power Skiving umożliwia wykonywanie uzębień wewnętrznych?
Tak. Jest to jedno z najważniejszych zastosowań tej technologii. Proces jest stosowany między innymi do pierścieni zębatych, wieńców przekładni planetarnych i wielowypustów wewnętrznych.
Czy metodą Power Skivingu można wykonywać uzębienia zewnętrzne?
Tak. Możliwe jest wykonywanie uzębień zewnętrznych prostych i skośnych, szczególnie gdy uzębienie znajduje się blisko kołnierza lub ma zostać wykonane w jednym zamocowaniu z innymi operacjami.
Czy Power Skiving nie wymaga wybiegu?
Wymaga miejsca na przejście części skrawającej przez pełną szerokość uzębienia. Potrzebna przestrzeń może być mniejsza niż przy frezowaniu ślimakowym, ale nie jest równa zeru.
Czy zwykły dłutak Fellowsa można zastosować do Power Skivingu?
Nie. Podobieństwo konstrukcyjne nie oznacza zgodności geometrii. Narzędzie do Power Skivingu jest projektowane dla innej kinematyki i określonego kąta skrzyżowania osi.
Czy jedno narzędzie może wykonywać koła o różnych liczbach zębów?
Nie należy tego zakładać bez obliczeń producenta. Możliwość zastosowania jednego narzędzia do kilku detali zależy od geometrii wszystkich wariantów, możliwości maszyny i dopuszczalnych warunków skrawania.
Czy Power Skiving można wykonywać na centrum tokarskim?
Na wybranych centrach wielozadaniowych tak. Maszyna musi zapewniać odpowiednią kinematykę, synchronizację osi, moment, sztywność, zakres prędkości i możliwość ustawienia wymaganego kąta osi.
Czy do Power Skivingu potrzebna jest dedykowana maszyna?
Nie zawsze, lecz dedykowana maszyna może ułatwić uzyskanie stabilnego procesu. Centrum wielozadaniowe musi zostać zweryfikowane pod kątem rzeczywistych parametrów, a nie tylko obecności odpowiednich osi i oprogramowania.
Czy narzędzia do Power Skivingu można ostrzyć?
Wiele konstrukcji może być regenerowanych. Liczba ostrzeń zależy od geometrii, dostępnego zapasu materiału, minimalnej dopuszczalnej średnicy i możliwości zachowania wymaganych parametrów narzędzia.
Czy po ostrzeniu należy skorygować program?
Może być konieczne wprowadzenie nowych wymiarów narzędzia lub odpowiednich korekcji. Zależy to od konstrukcji narzędzia, sposobu ostrzenia i ilości usuniętego materiału.
Czy wysoka klasa dokładności narzędzia gwarantuje dokładność uzębienia?
Nie. Na wynik wpływają również dokładność obrabiarki, synchronizacja osi, bicie narzędzia, oprawka, mocowanie detalu, sztywność, parametry skrawania, chłodzenie i stabilność cieplna.
Czy można wykonywać twardy Power Skiving po hartowaniu?
W wybranych aplikacjach tak. Proces wymaga odpowiedniego narzędzia, bardzo sztywnej maszyny, małego bicia, kontrolowanego naddatku oraz potwierdzenia jakości podczas prób technologicznych.
Czy Power Skiving może zastąpić szlifowanie uzębień?
Klasyczny Power Skiving i szlifowanie są zazwyczaj stosowane na różnych etapach produkcji. Power Skiving służy najczęściej do nacinania uzębienia przed hartowaniem, natomiast szlifowanie do dokładnego wykańczania po obróbce cieplnej.
W wybranych przypadkach Power Skiving na twardo może ograniczyć albo zastąpić szlifowanie, szczególnie przy uzębieniach wewnętrznych. Zależy to od wymaganej klasy jakości, chropowatości, twardości, wielkości naddatku oraz dokładności i sztywności obrabiarki.
Dlaczego do wyceny potrzebny jest pełny rysunek detalu?
Ponieważ o wykonalności procesu decydują nie tylko parametry uzębienia. Kołnierze, stopnie, podtoczenia, uchwyt, powierzchnie sąsiadujące i dostępny wybieg mogą ograniczyć kąt osi albo spowodować kolizję z narzędziem i oprawką.
Powiązana oferta
Narzędzia do Power Skivingu
Narzędzia trzpieniowe, talerzowe, garnkowe i konstrukcje specjalne do uzębień wewnętrznych oraz zewnętrznych.
Zobacz narzędzia do Power Skivingu
Maszyny CNC do Power Skivingu
Dedykowane maszyny do wydajnej obróbki kół zębatych, wielowypustów i pierścieni zębatych.
Zobacz maszyny do Power Skivingu
Dłutaki Fellowsa i noże Fellowsa
Narzędzia trzpieniowe, talerzowe i garnkowe do uzębień wewnętrznych, zewnętrznych oraz profili specjalnych.
Maszyny pomiarowe do kół zębatych i wielowypustów
Maszyny do kontroli profilu, linii zęba, podziałki, bicia i pozostałych parametrów uzębienia.
Szlifierki CNC do kół zębatych, gwintów i ślimaków
Maszyny do precyzyjnej obróbki wykańczającej uzębień po obróbce cieplnej.
Powiązana wiedza
- Dłutowanie kół zębatych i wielowypustów – dłutaki Fellowsa
- Frezowanie obwiedniowe kół zębatych i wielowypustów – frezy ślimakowe
- Powłoki stosowane w produkcji narzędzi do obróbki uzębień
- Wielowypusty i wielokarby – rodzaje oraz normy
- Sprawdziany do wielowypustów – sprawdziany przechodnie i nieprzechodnie
Potrzebujesz narzędzia lub maszyny do Power Skivingu?
Prześlij rysunek detalu, parametry uzębienia, model 3D, dane obrabiarki oraz informacje o planowanej wielkości produkcji. Zweryfikujemy kompletność dokumentacji, możliwość zastosowania Power Skivingu, ryzyko kolizji, dostępną przestrzeń roboczą oraz wstępną konstrukcję narzędzia.
Do zapytania warto dołączyć:
- pełny rysunek części;
- model 3D;
- tabelę parametrów uzębienia;
- materiał i twardość;
- wymagania jakościowe;
- producenta i model maszyny;
- rysunek oprawki;
- przewidywaną wielkość partii;
- roczną liczbę części.
Im więcej danych otrzymamy na początku, tym szybciej możliwe będzie przygotowanie poprawnej technicznie koncepcji oraz oferty.
Prześlij zapytanie techniczne
Zobacz narzędzia do Power Skivingu
Zobacz maszyny do Power Skivingu