
Śruby kulowe mogą być wykonywane różnymi technologiami, w tym przez szlifowanie, walcowanie oraz łuszczenie gwintów, określane angielskim terminem whirling, a potocznie również jako wiórkowanie.
Każda z tych metod inaczej kształtuje bieżnię wału, wymaga innego wyposażenia i ma własne zalety produkcyjne. Wpływa między innymi na koszt, termin wykonania, możliwe długości, średnice, profile oraz opłacalność produkcji seryjnej i jednostkowej.
Nie należy jednak przyjmować prostego podziału:
śruba szlifowana jest dokładna, łuszczona mniej dokładna, a walcowana nadaje się tylko do prostych zastosowań.
Nowoczesne łuszczenie twarde, czyli hard whirling, może pozwalać na wykonywanie bardzo dokładnych profili śrubowych. W odpowiednio zaprojektowanym i kontrolowanym procesie śruba łuszczona może spełniać tę samą wymaganą klasę dokładności co śruba szlifowana, o ile potwierdzają to pomiary gotowego elementu.
Również śruby walcowane mogą zapewniać parametry w pełni wystarczające dla wielu profesjonalnych osi automatyki, transportu i pozycjonowania.
Sama technologia nie jest klasą dokładności. O jakości gotowego mechanizmu decydują rzeczywiste wyniki pomiarów, profil bieżni, prostoliniowość, obróbka cieplna, preload, moment ruchu oraz kontrola kompletnego zespołu śruba–nakrętka.
Sprawdź ofertę i powiązane materiały
Zobacz ofertę śrub kulowych, pociągowych i trapezowych
Pobierz katalog śrub kulowych Korta
Dorabianie śrub kulowych według rysunku lub wzorca
Najważniejsza odpowiedź
Szlifowanie, walcowanie i łuszczenie są metodami wykonania bieżni. Nie są samodzielnym oznaczeniem klasy dokładności.
Wybór technologii powinien wynikać z wymagań dotyczących:
- dokładności skoku,
- profilu bieżni,
- powierzchni roboczej,
- preloadu,
- momentu ruchu,
- długości i średnicy wału,
- nośności,
- trwałości,
- wielkości serii,
- terminu i kosztu.
| Potrzeba lub warunek | Najczęściej rozważana technologia |
| Wysoka klasa dokładności | Szlifowanie lub precyzyjne łuszczenie |
| Indywidualna kontrola przebiegu skoku | Szlifowanie lub sterowane łuszczenie |
| Produkcja seryjna standardowych wałów | Często walcowanie |
| Standardowa automatyka i transport | Często śruba walcowana |
| Nietypowy skok lub profil | Łuszczenie albo szlifowanie |
| Bardzo duża długość | Często łuszczenie lub proces specjalny |
| Duża średnica | Łuszczenie, szlifowanie lub proces łączony |
| Mała seria specjalna | Często łuszczenie albo szlifowanie |
| Zamiennik niedostępnej części OEM | Technologia dobrana do parametrów wzorca |
| Najniższy koszt produkcji seryjnej | Zwykle walcowanie |
| Precyzyjna oś CNC | Technologia potwierdzona pomiarem wymaganej klasy |
Tabela przedstawia typowe kierunki doboru. Nie określa bezwzględnych granic poszczególnych technologii.
Technologia wykonania nie jest klasą dokładności
Klasa dokładności opisuje dopuszczalne odchyłki gotowej śruby. Dotyczy przede wszystkim zgodności rzeczywistego przesunięcia nakrętki z przesunięciem nominalnym wynikającym z obrotu wału.
Metoda produkcji opisuje natomiast sposób uzyskania profilu bieżni.
Dwie śruby wykonane tą samą metodą mogą różnić się:
- błędem skoku,
- prostoliniowością,
- profilem bieżni,
- chropowatością,
- biciem,
- jakością warstwy wierzchniej,
- momentem ruchu,
- wartością i stabilnością preloadu,
- nośnością,
- zakresem kontroli końcowej.
Możliwa jest również sytuacja odwrotna: śruba szlifowana i śruba łuszczona mogą spełniać tę samą klasę dokładności oraz te same wymagania funkcjonalne.
Nie oznacza to, że technologie są równoważne w każdym wymiarze i dla każdej geometrii. Oznacza jedynie, że nie należy określać jakości śruby wyłącznie na podstawie nazwy procesu.
Co należy określić przed wyborem technologii?
Przed wyborem sposobu wykonania trzeba zdefiniować parametry gotowego mechanizmu:
| Parametr | Dlaczego jest ważny? |
| Klasa dokładności | Określa dopuszczalne odchyłki przesuwu |
| Błąd skoku | Wpływa na dokładność pozycjonowania |
| Długość robocza | Wpływa na produkcję, pomiar i prostoliniowość |
| Średnica wału | Wpływa na sztywność, nośność i wyboczenie |
| Skok | Wpływa na prędkość, moment i geometrię bieżni |
| Profil bieżni | Decyduje o kontakcie kulek i rozkładzie obciążenia |
| Preload (napięcie wstępne) | Wpływa na luz, sztywność, temperaturę i moment |
| Moment ruchu | Informuje o oporach oraz równomierności pracy |
| Nośność | Musi odpowiadać siłom roboczym i przeciążeniom |
| Prędkość | Wpływa na temperaturę, smarowanie i recyrkulację |
| Materiał i twardość | Wpływają na trwałość powierzchni roboczych |
| Wielkość serii | Decyduje o opłacalności oprzyrządowania |
| Termin | Może ograniczać dostępne procesy produkcyjne |
| Kontrola odbiorcza | Potwierdza rzeczywiste parametry śruby |
Dopiero po określeniu tych danych można racjonalnie zdecydować, czy właściwsze będzie szlifowanie, walcowanie, łuszczenie czy połączenie kilku procesów.
Jak powstaje śruba kulowa?
Wykonanie śruby kulowej nie ogranicza się do jednej operacji kształtowania gwintu.
Kompletny proces może obejmować:
- dobór materiału,
- przygotowanie półfabrykatu,
- obróbkę wstępną wału,
- wykonanie profilu bieżni,
- obróbkę cieplną,
- prostowanie,
- obróbkę wykańczającą,
- wykonanie czopów i zakończeń,
- wykonanie lub dopasowanie nakrętki,
- dobór kulek,
- ustawienie luzu lub preloadu,
- kontrolę profilu,
- pomiar skoku,
- pomiar prostoliniowości i bicia,
- kontrolę momentu ruchu,
- test kompletnego zespołu.
Kolejność operacji może się zmieniać w zależności od materiału, wymiarów, obróbki cieplnej i docelowej klasy dokładności.
W niektórych rozwiązaniach profil jest kształtowany przed hartowaniem i później wykańczany. W innych precyzyjna obróbka bieżni odbywa się już po uzyskaniu docelowej twardości.
Śruba kulowa szlifowana
W śrubie szlifowanej profil bieżni jest kształtowany lub wykańczany za pomocą odpowiednio przygotowanej ściernicy.
Obróbka może być wykonywana po hartowaniu, dzięki czemu możliwe jest korygowanie geometrii w materiale o docelowej twardości.
Szlifowanie jest szeroko wykorzystywane przy produkcji śrub do:
- obrabiarek CNC,
- maszyn pomiarowych,
- szlifierek,
- precyzyjnych stołów,
- urządzeń badawczych,
- osi wymagających kontrolowanego przebiegu skoku.
Technologia pozwala kontrolować:
- profil bieżni,
- skok,
- położenie powierzchni roboczej,
- chropowatość,
- średnice i wymiary charakterystyczne profilu bieżni,
- korekcję skoku,
- geometrię na długości wału.
Sam fakt szlifowania nie gwarantuje jednak konkretnej klasy. Musi ona zostać potwierdzona pomiarem gotowego elementu.
Zalety śrub szlifowanych
Duża kontrola geometrii
Szlifowanie umożliwia dokładne kształtowanie profilu i wymiarów bieżni, również po obróbce cieplnej.
Możliwość uzyskania wysokich klas dokładności
Proces dobrze nadaje się do mechanizmów, w których wymagany jest mały błąd skoku oraz szczegółowa kontrola położenia.
Możliwość korekcji skoku
W zależności od wyposażenia można realizować kontrolowany przebieg odchyłki lub indywidualną korekcję wynikającą z konstrukcji maszyny.
Dobra jakość powierzchni
Prawidłowo wykonane szlifowanie pozwala uzyskać powierzchnię odpowiednią do stabilnej współpracy z kulkami.
Przydatność do precyzyjnego preloadu
Kontrolowana geometria wału i nakrętki ułatwia uzyskanie założonego kąta kontaktu, momentu oraz sztywności.
Rozbudowana metrologia
Śruby szlifowane często są przeznaczone do aplikacji wymagających protokołów pomiarowych i odbioru dokładności.
Ograniczenia śrub szlifowanych
Koszt procesu
Precyzyjne szlifowanie wymaga odpowiednich obrabiarek, ściernic, oprzyrządowania oraz kontroli warunków procesu.
Czas wykonania
Produkcja indywidualnego elementu może wymagać wielu operacji, prostowania i wieloetapowej kontroli.
Opłacalność w prostych zastosowaniach
Najwyższa dostępna dokładność nie zawsze jest potrzebna. W osi transportowej zastosowanie śruby szlifowanej może nie przynieść proporcjonalnej korzyści.
Ograniczenia wyposażenia
Bardzo duża długość, średnica albo nietypowy profil mogą wymagać specjalistycznej szlifierki lub innego procesu.
Ryzyko nieprawidłowej warstwy wierzchniej
Niewłaściwie prowadzona obróbka może powodować miejscowe przegrzanie, przypalenia lub zmiany w warstwie powierzchniowej.
Śruba kulowa walcowana
Walcowanie polega na kształtowaniu profilu przez plastyczne odkształcanie materiału pomiędzy narzędziami.
Materiał nie jest usuwany w postaci wiórów. Zostaje przemieszczony w celu uzyskania wymaganej geometrii gwintu.
Proces jest wydajny i szczególnie korzystny przy produkcji seryjnej powtarzalnych wałów.
Śruby walcowane są powszechnie stosowane w:
- automatyce,
- urządzeniach transportowych,
- maszynach pakujących,
- systemach manipulacyjnych,
- prostszych osiach pozycjonujących,
- napędach katalogowych,
- urządzeniach produkowanych seryjnie.
Określenie „walcowana” nie oznacza automatycznie małej dokładności. Rzeczywiste parametry zależą od konkretnego produktu, procesu i kontroli końcowej.
Zalety śrub walcowanych
Wysoka wydajność produkcji
Proces pozwala szybko kształtować profil, zwłaszcza przy powtarzalnych seriach.
Korzystny koszt jednostkowy
Przy standardowych średnicach i skokach walcowanie może być najbardziej ekonomicznym sposobem produkcji.
Dobra dostępność
Popularne śruby walcowane są często dostępne jako wały katalogowe albo kompletne zespoły z nakrętkami.
Dobre parametry użytkowe
Odpowiednio dobrana śruba walcowana może zapewniać wysoką sprawność, dobrą powtarzalność i trwałość odpowiednią dla aplikacji przemysłowej.
Możliwość obróbki zakończeń
Standardowy wał może zostać dostosowany do maszyny przez wykonanie indywidualnych czopów, gwintów, wpustów i powierzchni łożyskowych.
Korzystne wykorzystanie materiału
Proces nie generuje takiej ilości odpadu jak obróbka skrawaniem.
Ograniczenia śrub walcowanych
Koszt specjalnych narzędzi
Nietypowy skok, średnica albo profil mogą wymagać osobnego oprzyrządowania, co przy małej serii może być nieopłacalne.
Mniejsza elastyczność wykonań jednostkowych
Walcowanie jest szczególnie korzystne w produkcji powtarzalnej.
Ograniczone możliwości indywidualnej korekcji
Nietypowy przebieg skoku lub lokalna korekcja są trudniejsze do uzyskania niż w procesach sterowanej obróbki skrawaniem.
Zależność od całego procesu
Na wynik wpływają narzędzia, materiał, przygotowanie półfabrykatu, parametry walcowania, obróbka cieplna, prostoliniowość oraz kontrola końcowa.
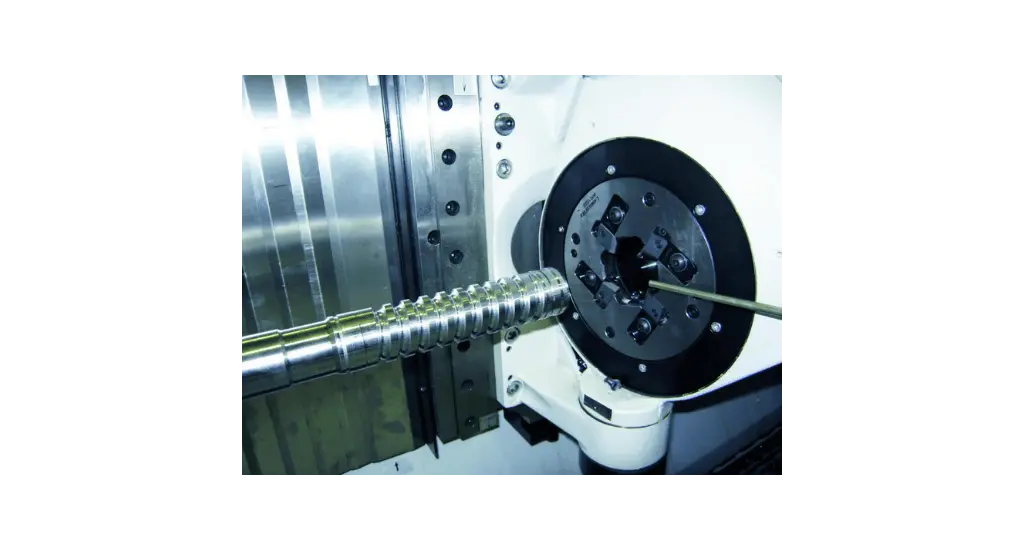
Czym jest łuszczenie gwintów — whirling?
Łuszczenie gwintów, określane angielskim terminem whirling, jest metodą obróbki profili śrubowych za pomocą obracającej się głowicy wyposażonej w kilka ostrzy.
W polskiej praktyce przemysłowej proces jest również potocznie nazywany wiórkowaniem. W dalszej części artykułu stosujemy przede wszystkim określenie „łuszczenie”.
Podczas pracy głowica narzędziowa obraca się wokół wału. Zsynchronizowany ruch obrotowy i osiowy pozwala uzyskać wymaganą linię śrubową oraz profil bieżni.
Proces może być wykonywany:
- w materiale przed obróbką cieplną,
- jako obróbka dokładna przed wykańczaniem,
- w materiale utwardzonym jako hard whirling,
- jako operacja końcowa, jeżeli proces zapewnia wymagane parametry.
Łuszczenie nie musi być wyłącznie obróbką zgrubną. Nowoczesne obrabiarki, narzędzia oraz systemy pomiarowe pozwalają wykorzystywać tę technologię do wykonywania precyzyjnych śrub.
Dlaczego łuszczenie może osiągać wysoką dokładność?
Dokładność procesu zależy od wielu elementów:
- geometrii obrabiarki,
- sztywności głowicy,
- dokładności synchronizacji osi,
- jakości i ustawienia ostrzy,
- sposobu podparcia wału,
- stabilności temperatury,
- parametrów skrawania,
- kontroli zużycia narzędzia,
- pomiaru w trakcie produkcji,
- korekcji programu,
- kontroli gotowego profilu i skoku.
Przy odpowiednim wyposażeniu możliwe jest bieżące mierzenie odchyłek i wprowadzanie korekt do procesu.
Dlatego nie należy traktować łuszczenia jako technologii z definicji mniej dokładnej od szlifowania.
Łuszczenie twarde — hard whirling
Hard whirling oznacza łuszczenie materiału utwardzonego.
Proces może być stosowany po obróbce cieplnej, kiedy wał ma już docelową twardość. Pozwala to ograniczyć wpływ odkształceń powstających podczas hartowania na ostateczną geometrię bieżni.
Łuszczenie twarde może być rozważane jako alternatywa lub uzupełnienie szlifowania w przypadku:
- precyzyjnych śrub kulowych,
- długich wałów,
- specjalnych profili,
- dużych średnic,
- krótkich i średnich serii,
- zamienników wykonywanych według wzorca.
Możliwości trzeba każdorazowo potwierdzić dla konkretnej średnicy, długości, twardości, skoku i klasy dokładności.
Zalety technologii łuszczenia
Wysoka możliwa dokładność
Właściwie opracowany proces może zapewniać precyzyjny skok, profil i powierzchnię bieżni.
Duża elastyczność geometrii
Możliwe jest wykonywanie:
- nietypowych skoków,
- specjalnych profili,
- śrub wielozwojnych,
- dużych średnic,
- elementów do maszyn specjalnych.
Przydatność do długich wałów
Łuszczenie może być korzystne przy dużych długościach, jeżeli zastosowane zostaną właściwe podpory i kontrola ugięcia.
Opłacalność małych i średnich serii
W porównaniu z wykonaniem specjalnych narzędzi do walcowania technologia może być bardziej elastyczna przy produkcji niestandardowej.
Możliwość obróbki po hartowaniu
Hard whirling pozwala kształtować profil w materiale o docelowej twardości.
Możliwość sterowanej korekcji
Proces CNC może umożliwiać wprowadzanie korekt geometrii lub skoku na podstawie pomiarów.
Wydajne usuwanie materiału
Wieloostrzowa głowica może zapewniać dużą wydajność w porównaniu z klasycznym toczeniem gwintu.
Ograniczenia technologii łuszczenia
Wysokie wymagania wobec obrabiarki
Proces wymaga sztywności, dokładnej synchronizacji osi i stabilnego prowadzenia głowicy.
Wymagające przygotowanie narzędzi
Geometria ostrzy musi być dopasowana do profilu bieżni, skoku i kąta linii śrubowej.
Wpływ zużycia ostrzy
Stan narzędzi może zmieniać profil, wymiar i jakość powierzchni.
Ryzyko drgań długiego wału
Smukłe elementy wymagają odpowiedniego podparcia, podtrzymek i kontroli parametrów.
Konieczność pełnej metrologii
Sama deklaracja wykorzystania whirlingu nie potwierdza klasy. Gotowa śruba musi zostać zmierzona.
Czy śruba łuszczona może mieć tę samą klasę co szlifowana?
Tak.
Śruba wykonana przez łuszczenie może spełniać tę samą klasę dokładności co śruba szlifowana, jeżeli:
- proces ma odpowiednie możliwości,
- profil mieści się w wymaganych tolerancjach,
- błąd skoku spełnia kryteria odbioru,
- prostoliniowość i bicie są prawidłowe,
- gotowy element został zmierzony,
- kompletna para śruba–nakrętka spełnia wymagania dotyczące preloadu i momentu.
Nie oznacza to, że każda śruba łuszczona automatycznie odpowiada każdej śrubie szlifowanej.
Analogicznie nie każda śruba szlifowana ma najwyższą klasę dokładności.
W dokumentacji należy wskazywać wymaganą klasę i parametry funkcjonalne, a nie ograniczać wymaganie wyłącznie do nazwy technologii.
Czy śruba walcowana może być precyzyjna?
Tak, jeżeli jej rzeczywiste parametry odpowiadają wymaganiom aplikacji.
Określenie „precyzyjna” powinno być odnoszone do:
- klasy dokładności,
- błędu skoku,
- luzu,
- powtarzalności,
- momentu ruchu,
- wymagań całej osi.
Śruba walcowana może zapewniać dokładność wystarczającą dla automatyki, transportu, urządzeń laboratoryjnych i wielu osi pozycjonujących.
Jeżeli aplikacja wymaga indywidualnej korekcji skoku, bardzo małych odchyłek lub szczegółowego protokołu metrologicznego, trzeba potwierdzić, czy konkretny produkt walcowany spełnia te warunki.
Porównanie technologii wykonania śrub kulowych
| Kryterium | Szlifowanie | Walcowanie | Łuszczenie - whirling |
| Sposób kształtowania | Obróbka ścierna | Odkształcenie plastyczne | Obróbka wieloostrzowa |
| Usuwanie materiału | Tak | Nie | Tak |
| Obróbka utwardzonego materiału | Typowe zastosowanie | Nie jest typowym procesem końcowym po hartowaniu | Możliwa jako hard whirling |
| Wysokie klasy dokładności | Możliwe | Zależne od produktu | Możliwe w odpowiednim procesie |
| Kontrola profilu | Wysoka, zależna od procesu i metrologii | Zależna od narzędzi i procesu | Wysoka, zależna od obrabiarki, narzędzi i metrologii |
| Korekcja skoku | Możliwa | Ograniczona procesem | Możliwa przez sterowanie CNC |
| Produkcja jednostkowa | Dobra | Zwykle mniej opłacalna | Dobra |
| Produkcja seryjna | Możliwa | Bardzo korzystna | Możliwa |
| Nietypowy profil | Możliwy | Wymaga specjalnego oprzyrządowania | Duża elastyczność |
| Duże długości | Możliwe, zależnie od wyposażenia | Zależne od narzędzi i możliwości linii | Często korzystne zastosowanie |
| Duże średnice | Możliwe | Zwykle najniższy | Często korzystne zastosowanie |
| Koszt standardowego wału | Zwykle wyższy | Zwykle najniższy | Zależny od geometrii i wielkości serii |
| Koszt wykonania specjalnego | Zależny od złożoności | Wysoki przy nowym oprzyrządowaniu | Często korzystny dla małych serii |
| Typowe zastosowanie | Precyzyjne CNC i pomiary | Automatyka i standardowe napędy | Śruby precyzyjne, długie i specjalne |
Tabela nie wyznacza bezwzględnych możliwości. Każde wykonanie należy zweryfikować dla konkretnego producenta, wyposażenia, wymiaru i klasy.
Dokładność skoku
Dokładność skoku opisuje zgodność rzeczywistego przesunięcia nakrętki z wartością nominalną.
Nie jest tym samym co:
- luz osiowy,
- preload,
- sztywność,
- powtarzalność,
- dokładność całej maszyny.
Śruba może mieć bardzo mały luz, ale wykazywać niedopuszczalny błąd skoku.
Może również mieć dokładny skok, lecz pracować w osi z luzem wynikającym z łożysk, mocowania nakrętki lub sprzęgła.
Na dokładność kompletnej osi wpływają także:
- temperatura,
- rozszerzalność wału,
- sposób podparcia,
- prowadnice,
- oprawy,
- sterowanie,
- układ pomiarowy,
- kompensacja.
Więcej informacji o zależnościach między średnicą, skokiem, obciążeniem i dokładnością znajduje się w poradniku:
Profil bieżni
Profil bieżni decyduje o sposobie kontaktu kulek z wałem i nakrętką.
Wpływa między innymi na:
- kąt kontaktu,
- rozkład obciążenia,
- nośność,
- sztywność,
- preload,
- moment ruchu,
- trwałość,
- równomierność pracy.
Nawet niewielka odchyłka profilu może zmienić rzeczywiste punkty kontaktu i spowodować nierównomierne obciążenie kulek.
Z tego powodu należy kontrolować nie tylko średnicę nominalną i skok, ale również rzeczywistą geometrię bieżni.
Jakość powierzchni bieżni
Powierzchnia powinna zapewniać stabilne toczenie kulek oraz utrzymywanie filmu smarnego.
Znaczenie mają:
- chropowatość,
- falistość,
- kierunek śladów obróbki,
- mikrouszkodzenia,
- przypalenia,
- pęknięcia,
- twardość,
- stan warstwy wierzchniej.
Sama niska wartość chropowatości nie potwierdza jeszcze wysokiej jakości.
Powierzchnia musi mieć również prawidłowy profil, odpowiednie właściwości materiałowe i brak uszkodzeń powstałych podczas obróbki.
Zarówno szlifowanie, jak i łuszczenie twarde mogą zapewniać bardzo dobrą jakość bieżni, jeżeli proces jest prawidłowo przygotowany.
Prostoliniowość wału
Długi wał może zmienić geometrię podczas:
- obróbki cieplnej,
- usuwania materiału,
- prostowania,
- transportu,
- składowania,
- niewłaściwego montażu.
Brak prostoliniowości może powodować:
- nierówny moment ruchu,
- drgania,
- wzrost obciążenia podpór,
- problemy z montażem,
- nagrzewanie,
- ograniczenie dopuszczalnej prędkości,
- przyspieszone zużycie.
Technologia bieżni nie może być oceniana bez uwzględnienia geometrii całego wału.
Obróbka cieplna
Bieżnia musi mieć odpowiednią odporność na zmęczenie kontaktowe i trwałe odkształcenia.
Proces może obejmować:
- hartowanie indukcyjne,
- hartowanie powierzchniowe,
- hartowanie całego elementu,
- odpuszczanie,
- stabilizację.
Obróbka cieplna może zmieniać prostoliniowość i geometrię wału. Dlatego istotna jest kolejność:
- wykonania profilu,
- hartowania,
- prostowania,
- obróbki dokładnej,
- kontroli.
Szlifowanie oraz hard whirling pozwalają na obróbkę profilu po uzyskaniu docelowej twardości.
Preload, czyli napięcie wstępne, a technologia wykonania
Preload nie wynika wyłącznie z tego, czy wał jest szlifowany, walcowany czy łuszczony.
Zależy od:
- profilu bieżni wału,
- profilu nakrętki,
- średnicy kulek,
- selekcji kulek,
- kąta kontaktu,
- konstrukcji nakrętki,
- metody wprowadzenia napięcia,
- dokładności wykonania,
- montażu.
Szlifowanie daje dużą kontrolę geometrii, ale precyzyjne łuszczenie może również wytwarzać bieżnie przeznaczone do pracy z kontrolowanym preloadem.
Śruby walcowane także mogą być oferowane z ograniczonym luzem lub napięciem wstępnym, jeżeli pozwala na to konstrukcja konkretnego zespołu.
Szczegółową budowę nakrętki oraz metody uzyskiwania preloadu opisujemy w artykule:
Śruba kulowa - budowa, zasada działania i zastosowanie
Moment ruchu
Moment potrzebny do obrócenia śruby bez zewnętrznego obciążenia zależy między innymi od:
- preloadu,
- profilu bieżni,
- kulek,
- recyrkulacji,
- uszczelnień,
- smaru,
- prostoliniowości,
- współosiowości.
Wartość powinna być zgodna z wymaganiami oraz możliwie równomierna w całym roboczym zakresie.
Lokalne wzrosty lub spadki momentu mogą wskazywać na:
- błąd profilu,
- odkształcenie wału,
- nierówny preload,
- nieprawidłowe kulki,
- zanieczyszczenie,
- problem z nakrętką.
Pomiar momentu gotowego zespołu jest więc ważniejszy niż sama informacja o zastosowanej technologii.
Wpływ technologii na trwałość
Nie można przyjąć, że śruba wykonana jedną metodą zawsze będzie trwalsza od śruby wykonanej inną.
Na trwałość wpływają przede wszystkim:
- materiał,
- obróbka cieplna,
- twardość,
- głębokość utwardzenia,
- profil bieżni,
- jakość powierzchni,
- preload,
- obciążenie,
- smarowanie,
- zanieczyszczenia,
- montaż,
- temperatura,
- obciążenia udarowe.
Bardzo dokładna śruba może szybko ulec uszkodzeniu, jeżeli jest przeciążona, źle zamontowana albo niewłaściwie smarowana.
Z kolei dobrze dobrana śruba walcowana może pracować przez długi czas w osi odpowiadającej jej parametrom.
Wpływ technologii na prędkość
Dopuszczalna prędkość nie wynika bezpośrednio z metody wykonania bieżni.
Należy sprawdzić:
- prędkość krytyczną wału,
- długość swobodną,
- średnicę rdzenia,
- sposób podparcia,
- prostoliniowość,
- rodzaj recyrkulacji,
- prędkość nakrętki,
- smarowanie,
- temperaturę,
- wyważenie i bicie.
Dokładnie wykonana bieżnia wspiera płynny ruch, ale nie usuwa ograniczeń wynikających z dynamiki długiego wirującego wału.
Kiedy wybrać śrubę szlifowaną?
Śruba szlifowana jest naturalnym rozwiązaniem, gdy projekt wymaga:
- wysokiej klasy dokładności,
- kontrolowanego błędu skoku,
- indywidualnej korekcji,
- szczegółowego raportu pomiarowego,
- stabilnego preloadu,
- pracy w precyzyjnej maszynie,
- zgodności z istniejącym mechanizmem szlifowanym.
Typowe zastosowania obejmują:
- obrabiarki CNC,
- centra obróbcze,
- szlifierki,
- maszyny pomiarowe,
- precyzyjne stoły pozycjonujące,
- urządzenia badawcze.
Nie oznacza to, że tylko szlifowanie może spełnić wymagania takich aplikacji. Ostateczny wybór powinien wynikać z parametrów konkretnego procesu i wyników kontroli.
Kiedy wybrać śrubę walcowaną?
Śruba walcowana może być odpowiednim wyborem, gdy ważne są:
- korzystny koszt,
- szybka dostępność,
- standardowe wymiary,
- produkcja seryjna,
- umiarkowane wymagania dokładnościowe,
- wysoka sprawność,
- typowe zastosowanie przemysłowe.
Typowe obszary:
- automatyka,
- maszyny pakujące,
- systemy transportowe,
- manipulatory,
- urządzenia regulacyjne,
- proste osie pozycjonujące.
Dobór powinien opierać się na klasie i parametrach konkretnej śruby, a nie wyłącznie na określeniu „walcowana”.
Kiedy wybrać śrubę łuszczoną?
Łuszczenie może być szczególnie korzystne, gdy wymagane są:
- wysoka dokładność potwierdzona możliwościami procesu i pomiarem,
- duża długość,
- duża średnica,
- nietypowy skok,
- specjalny profil,
- geometria wielozwojna,
- mała lub średnia seria,
- wykonanie zamiennika,
- duża elastyczność projektowa,
- obróbka profilu po hartowaniu.
O rzeczywistych możliwościach decyduje konkretna obrabiarka, oprzyrządowanie, metrologia i doświadczenie producenta.
Czy można zastąpić śrubę szlifowaną śrubą łuszczoną?
Tak, jeżeli nowy mechanizm spełnia wszystkie wymagania funkcjonalne i warunki odbioru.
Należy porównać:
- klasę dokładności,
- błąd skoku,
- przebieg odchyłki,
- profil bieżni,
- preload,
- moment ruchu,
- nośność,
- sztywność,
- materiał,
- twardość,
- zakończenia,
- raport pomiarowy.
Śruba łuszczona nie powinna być odrzucana tylko dlatego, że oryginalny element był szlifowany.
Najważniejsza jest równoważność gotowego zespołu.
Czy można zastąpić śrubę walcowaną szlifowaną lub łuszczoną?
Zwykle tak, jeżeli zachowane zostaną:
- średnica,
- skok,
- geometria nakrętki,
- zakończenia,
- nośność,
- sposób ułożyskowania,
- luz lub preload.
Zastosowanie dokładniejszej śruby nie zawsze poprawi jednak dokładność całej maszyny.
Ograniczeniem mogą nadal być:
- prowadnice,
- podpory,
- mocowanie nakrętki,
- układ pomiarowy,
- temperatura,
- sterowanie,
- konstrukcja korpusu.
Modernizację należy oceniać na poziomie całej osi.
Czy można zastąpić śrubę szlifowaną walcowaną?
Czasami tak, jeżeli wymagania osi są niższe niż parametry oryginalnej śruby.
Zmiana może jednak wpłynąć na:
- dokładność pozycjonowania,
- błąd skoku,
- preload,
- luz,
- powtarzalność,
- działanie kompensacji,
- jakość procesu technologicznego.
Przed zamianą trzeba ustalić, dlaczego producent maszyny zastosował konkretną klasę śruby.
Jak dobrać technologię do nowego projektu?
1. Określ funkcję osi
Ustal, czy mechanizm odpowiada za precyzyjne pozycjonowanie, szybki transport, podnoszenie czy przenoszenie dużej siły.
2. Określ wymaganą dokładność
Podaj klasę, dopuszczalny błąd skoku, powtarzalność i wymagania dotyczące pomiaru.
3. Określ obciążenie i cykl
Potrzebne są siły, prędkość, przyspieszenie, liczba cykli i oczekiwana trwałość.
4. Określ geometrię
Należy wskazać średnicę, skok, długość, zakończenia, typ nakrętki i dostępną przestrzeń.
5. Określ preload
Trzeba wskazać wymagany luz, sztywność lub moment ruchu.
6. Określ wielkość serii
Proces odpowiedni dla jednej śruby specjalnej nie musi być ekonomiczny przy produkcji tysięcy sztuk.
7. Ustal wymagania kontrolne
Należy wskazać, czy potrzebny jest protokół pomiaru skoku, profilu, momentu, prostoliniowości lub innych parametrów.
Jak dobrać technologię do zamiennika?
W przypadku odtwarzania istniejącej śruby trzeba zebrać:
- dane maszyny,
- oznaczenia,
- wymiary wału,
- średnicę i skok,
- długość części roboczej,
- geometrię zakończeń,
- typ nakrętki,
- klasę dokładności,
- preload,
- sposób ułożyskowania,
- warunki pracy.
Jeżeli dokumentacja nie jest dostępna, podstawą może być kompletny fizyczny wzorzec.
Technologia nowego elementu nie musi być identyczna z technologią oryginału, o ile gotowa śruba zapewnia wymaganą równoważność funkcjonalną.
Dorabianie śrub kulowych według rysunku lub wzorca
Jak przygotować zapytanie o wykonanie śruby?
| Priorytet | Co przekazać? | Przykład |
| Wymagane | zastosowanie | CNC, automatyka, prasa, transport |
| Wymagane | średnica | średnica nominalna i rdzenia |
| Wymagane | skok | mm/obr. |
| Wymagane | długość | długość całkowita i robocza |
| Wymagane | nakrętka | pojedyncza, podwójna, kołnierzowa |
| Bardzo pomocne | klasa dokładności | IT lub JIS |
| Bardzo pomocne | preload | wartość, klasa lub wymagany luz |
| Bardzo pomocne | obciążenie | robocze i maksymalne |
| Bardzo pomocne | prędkość | liniowa i obrotowa |
| Pomocne | moment ruchu | wartość nominalna i tolerancja |
| Pomocne | środowisko | chłodziwo, pył, temperatura |
| Dokumentacja | rysunek lub model | PDF, DWG, STEP |
| Wymiana części | fizyczny wzorzec | kompletna śruba z nakrętką |
| Kontrola | wymagany raport | skok, profil, prostoliniowość |
Im dokładniej zostaną opisane wymagania gotowego mechanizmu, tym łatwiej dobrać właściwą technologię produkcji.
Najczęstsze błędy podczas porównywania technologii
Założenie, że tylko śruba szlifowana może być dokładna
Precyzyjne łuszczenie może również zapewniać wysoką klasę dokładności, jeżeli proces i pomiary spełniają wymagania.
Założenie, że każda śruba łuszczona ma taką samą dokładność
Whirling opisuje metodę obróbki, a nie gwarantowany wynik.
Traktowanie każdej śruby walcowanej jako produktu niskiej jakości
W wielu aplikacjach walcowana śruba jest rozwiązaniem technicznie właściwym i ekonomicznie uzasadnionym.
Wybór wyłącznie na podstawie ceny
Najtańsza śruba może nie zapewniać wymaganej dokładności, trwałości lub dostępności części zamiennych.
Wymaganie konkretnej technologii bez podania parametrów
Zapis „śruba musi być szlifowana” może niepotrzebnie ograniczyć możliwe rozwiązania, jeżeli rzeczywistym wymaganiem jest konkretna klasa, preload i raport pomiarowy.
Brak kontroli gotowego zespołu
Parametry wału nie wystarczają. Trzeba również ocenić nakrętkę, kulki, preload, recyrkulację i moment ruchu.
Pominięcie obróbki cieplnej
Ostateczna geometria zależy także od hartowania, prostowania i kolejności operacji.
Porównywanie tylko chropowatości
Niska chropowatość nie zastępuje prawidłowego profilu, skoku, twardości i stanu warstwy wierzchniej.
FAQ — śruba szlifowana, walcowana czy łuszczona?
Czy śruba łuszczona może być równie dokładna jak szlifowana?
Tak. Jeżeli proces łuszczenia zapewnia wymagane tolerancje, a gotowa śruba przejdzie odpowiednią kontrolę, może spełniać tę samą klasę dokładności co śruba szlifowana.
Czy whirling i łuszczenie oznaczają to samo?
Tak. Whirling jest angielską nazwą procesu określanego w Polsce jako łuszczenie gwintów. Potocznie spotyka się również określenie wiórkowanie.
Co oznacza hard whirling?
Jest to łuszczenie materiału utwardzonego, prowadzone po obróbce cieplnej przy użyciu odpowiedniej obrabiarki i narzędzi.
Czy każda śruba szlifowana jest dokładniejsza od walcowanej?
Nie. Trzeba porównać klasy i wyniki pomiarów konkretnych produktów. Szlifowanie daje szerokie możliwości dokładnej obróbki, ale sama nazwa procesu nie określa klasy.
Czy śruba walcowana nadaje się do CNC?
Może nadawać się do prostych lub mniej wymagających osi CNC, jeżeli jej dokładność, luz, nośność i prędkość odpowiadają wymaganiom maszyny.
Która technologia jest najtańsza?
W seryjnej produkcji standardowych wałów najkorzystniejsze jest zwykle walcowanie. W elementach specjalnych koszt zależy od geometrii, długości, klasy i wielkości serii.
Która metoda jest najlepsza do długich śrub?
Często rozważa się łuszczenie, ale możliwość wykonania zależy od średnicy, skoku, wymaganej klasy, podparcia i wyposażenia producenta.
Czy technologia wpływa na preload?
Pośrednio, przez dokładność i jakość profilu. Sam preload zależy jednak także od nakrętki, kulek, kąta kontaktu i sposobu napięcia.
Czy śrubę szlifowaną można zastąpić łuszczoną?
Tak, jeżeli nowy zespół spełnia wymaganą klasę, profil, preload, nośność, moment ruchu i warunki odbioru.
Czy trzeba znać technologię oryginalnej śruby?
Jest to przydatna informacja, ale ważniejsze są parametry funkcjonalne i pomiary oryginalnego mechanizmu.
Czy można wykonać śrubę bez rysunku?
W wielu przypadkach możliwe jest odtworzenie elementu na podstawie kompletnego wzorca i danych maszyny.
Jak potwierdza się klasę dokładności?
Przez pomiar gotowej śruby odpowiednim systemem pomiarowym, zgodnie z wymaganiami wskazanej klasy i warunkami odbioru.
Potrzebujesz dobrać technologię wykonania śruby kulowej?
Prześlij rysunek, model, dane maszyny albo fizyczny wzorzec. Wskaż średnicę, skok, długość, klasę dokładności, typ nakrętki, preload oraz warunki pracy.
Technologia wykonania może zostać dobrana do wymaganych parametrów gotowego mechanizmu. Nie musi być identyczna z technologią oryginału, jeżeli możliwe jest potwierdzenie równoważności funkcjonalnej i metrologicznej.
Do wstępnej analizy nie jest konieczna kompletna dokumentacja. W przypadku zamiennika pomocne są również zdjęcia, oznaczenia i dane maszyny.
Wyślij zapytanie do Tradensa
Zobacz ofertę śrub kulowych, pociągowych i trapezowych
Pobierz katalog śrub kulowych Korta
Dorabianie śrub kulowych według rysunku lub wzorca
Przeczytaj, jak dobrać śrubę kulową
Sprawdź, jak zbudowana jest śruba kulowa
Sprawdź objawy zużycia śruby kulowej
Sprawdź przyczyny i pomiar luzu na śrubie kulowej


