Inne metody produkcji kół zębatych i wielowypustów - poza metodą kształtową i obwiedniową
Oprócz metod kształtowych (narzędzia to frez palcowy i frez krążkowy) i obwiedniowych (narzędzia to frez ślimakowy i dłutak (nóż) Fellowsa), technologii produkcji kół zębatych opisanych tutaj i tutaj, uzębienia można również wykonać metodami:
-
przeciągania – metoda wykorzystywana przeważnie w produkcji masowej ze względu na wysokie koszty maszyn oraz narzędzi (przeciągaczy i przepychaczy), w większości przypadków są to uzębienia wewnętrzne. Przy dużych seriach na dzień dzisiejszy jest to jedna z najwydajniejszych metod produkcyjnych, w większości przypadków również bardzo dobrze zautomatyzowana,
-
specjalnymi narzędziami składanymi na centrach obróbkowych – przeważnie w przypadku dużych uzębień, zastępując monolityczne frezy palcowe składanymi frezami trzpieniowym. Narzędzie zgrubnie zbiera materiał po czym obie flanki są osobno wykańczane również narzędziem płytkowym lub dalej procesem szlifowania. Ze względu na konstrukcję centr obróbkowych narzędzie zazwyczaj mocowane jest jednostronnie i nie jest to najkorzystniejsza forma obróbki mniejszych lub średnich modułów, mająca jednak spore zalety przy produkcji większych.
-
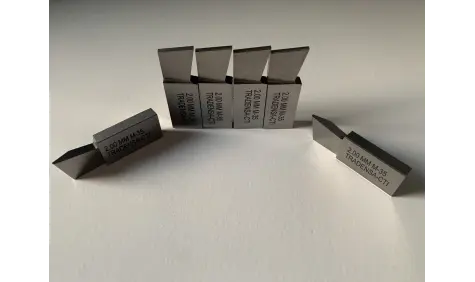
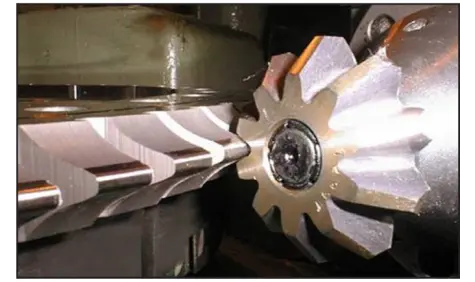
metoda Power Skivingu/Scuddingu – najnowsza, bardzo szybka metoda obróbki uzębień specjalnymi narzędziami konstrukcyjnie przypominjącymi dłutaki Fellowsa. Obróbka ta odbywa się albo na centrach obróbkowych z odpowiednim oprogramowaniem albo na dedykowanych maszynach. Jest to połączenie znacznie większej niż dotychczas stosowanej prędkości obrotowej stołu z kołem (1000-2000 rpm) połączone z wysoką prędkością obrotową, odpowiednio skręconego narzędzia skrawającego (dłutaka) co zostało przedstawione na rysunku 2. Rysunek 1 przedstawia natomiast potencjalny wzrost produktywności w zależności od typu obróbki. Różnica w produktywności w zależności od procesu wynosi skrajnie nawet do nawet około 1236% (rys. 2) [1, 2].
 Fellowsa, Power Skiving/obrobka-obwiedniowe-i-power-skiving-szybkosc-obrobki-big_format-webp.webp)
Rys. 1. Porównanie produktywności różnych metod obróbkowych: a) dłutowania, b) frezowania obwiedniowego, c) Power Skiving narzędziem stalowym, d) Power Skiving narzędziem węglikowym na sucho z umiarkowaną prędkością skrawania, e) Power Skiving narzędziem węglikowym na sucho z wysoką prędkością skrawania [3]
 Fellowsa, Power Skiving/dlutak-fellowsa-narzedzie-do-power-skivingu-scuddingu-big_format-webp.webp)
Rys. 2. Ustawienie narzędzia w Power-Skivingu [3]
Źródła:
-
McGuinn J., Skiving Is Thriving on a Global Scale, Gear Technology,January/February 2018, s. 42-47
-
Rainert A., Influence of the gear geometry and the machine on the power-skiving cutter design, Werkzeug Technik, Nr 162, 25 August 2017, s. 86-90
-
Stadtfeld, H.J., Power Skiving of Cylindrical Gears on Different Machine Platforms, Gear Technology,January/February 2014, s. 52-62